关于在液压锻造压力机中使用四模锻造装置锻造锭的技术优势
在工业企业中,锭料在液压锻压机上使用四模锻造装置(锻造模块)进行锻造的工艺实施相对较晚 - 不到8年前[1],尽管该工艺本身早在20世纪80年代就已开发[2]。由于缺乏能够在恶劣的锻造生产条件下连续两班或三班工作的可靠锻造模块设计,该工艺在生产中的实施受到限制。2004年,由发明家V.A. Lazorkin领导的设计师团队开始为20 MN力的压力机设计工业锻造模块。
目前,四模锻造模块已制造完成,并在俄罗斯工厂的六台20 MN力液压压力机上成功运行,同时也为中国、巴西、德国和意大利的工厂制造(图1)[1, 3, 4]。

图1. 在JSC "Tyazhpressmash"锻造车间的20 MN压力机上锻造10吨工具钢锭的四模锻造模块
四模锻造模块是一种独特的锻造工具,它结合了径向锻造机(RFM)上径向锻造和锻造压力机上传统双模锻造的优势。它可以安装并固定在任何液压锻造压力机的工作台上(例如,力从2到150 MN),替代常规模具,并允许对锭料和坯料进行四面锻造,同时产生额外的宏观剪切。
四模锻造模块侧导轨的原创设计不仅确保了上模块本体相对于下本体的中心定位和滑块相对于本体的定位,还实现了附着侧模的滑块分离,而无需使用任何额外机构(图2)。这确保了设备的紧凑性和高运行可靠性。

图2. 用于20 MN压力机的四模锻造模块
四模锻造模块可配备模具水冷系统。此外,锻造模块具有摩擦单元自动润滑系统,其控制位于锻造压力机控制面板上。冷却和润滑系统使四模锻造模块能够长时间工作(例如,在压力机三班运行期间),摩擦单元不会过热,模具工作表面磨损最小。锻造模块在工作负载下的摩擦损失不超过5%。
与压力机和径向锻造机(RFM)上广泛使用的锭料和坯料锻造方法相比,四模锻造模块中的锻造技术在生产经济和技术方面具有多项优势。
坯料和获得的锻件
在四模锻造模块中,可以锻造圆形、方形和多边形截面的锭料和坯料。同时,坯料可以沿长度方向具有恒定或变化的截面。可以使用通过开放式电弧熔炼、电渣重熔、真空电弧熔炼、在连续钢铸造装置上以及其他方法获得的锭料,以及预先变形的坯料(例如,在压力机、锤子或RFM上锻造的,以及轧制产品)。锭料和坯料可以是实心的或空心的(例如,管)。
锭料和坯料可以由碳钢、中合金钢、工具钢和高合金钢及合金制成,也可以由任何其他可锻金属和合金(黑色和有色金属)制成。
获得的锻件可以具有圆形、方形和矩形截面,以及变化的圆形截面(图3)。
四模锻造模块还允许从初始空心坯料获得变截面空心锻件(图4)。

图3. 在20 MN压力机上的四模锻造模块中锻造获得的锻件

图4. 在20 MN压力机上锻造空心阶梯锻件
工艺生产率
使用两个模具锻造时(按传统工艺),每次压缩后金属会产生明显的侧向扩展,这大大降低了工件在其纵向轴方向上的伸长强度。这导致需要对工件进行额外的旋转和压缩,以获得所需的横截面和长度。
由于在四模锻造模块中对工件进行四面压缩,金属的侧向扩展不存在或最小。因此,需要较少的工件压缩和旋转周期。这导致锻造工艺生产率提高。
进行了两种获取直径150毫米锻件的工艺比较分析,坯料直径为350毫米。根据第一种工艺,将直径350毫米的高速工具钢坯料在压力机上用两个成型模具按以下方案锻造:
Ø350毫米 → 320×365毫米 → Ø320毫米 → 290×330毫米 → Ø290毫米 → 260×300毫米 → Ø260毫米 → 240×270毫米 →
Ø240毫米 → 220×250毫米 → Ø220毫米 → 200×230毫米 → Ø200毫米 → 180×210毫米 → Ø180毫米 → 160×190毫米 →
Ø160毫米 → 150×170毫米 → Ø150毫米。
获得直径150毫米的粗坯需要18道次。在四模锻造模块中锻造同样直径350毫米的坯料按以下方案进行:
Ø350毫米 → 240×355毫米 → 240×200毫米 → 150×150毫米 → Ø150毫米。
在四模锻造模块中锻造获得直径150毫米的粗坯仅需4道次,比用两个模具锻造少4.5倍。
在四模锻造模块中锻造时,每次单一压缩过程中金属变形更加强烈,使锻造能够在最佳温度范围内进行更长时间。这反过来又可以减少工件的中间加热次数,从而导致技术生产周期缩短。由于锻造道次数量的减少和工件中间加热次数的减少,四模锻造装置中的锻造工艺生产率比两模锻造提高1.5-3.0倍,具体取决于初始坯料和最终锻件。
能源消耗
与传统的双模锻造相比,四模锻造模块中的锻造能源消耗减少,这是由于采用了更经济的锻造方式,其中几乎没有金属的侧向扩展,每次单一压缩时,整个变形金属体积都沿工件纵轴方向移动。锻造道次因此减少了数倍。
在AKP 500/2.5锻造联合装置上(包括5 MN锻造压力机和载重能力为2.5吨的操纵器),锻造了几个坯料以确定能源消耗。在AKP 500/2.5锻造单元上,将直径210毫米、长度1070毫米的40KhN钢坯料锻造成直径95毫米的锻件,在成型模具中锻造的机器时间为18分钟25秒,而在四模锻造模块中锻造的时间为7分钟15秒,换算成生产1吨锻件,分别给出1.04和0.42小时的机器时间。因此,在这些条件下,成型模具中锻造的生产率为每小时0.96吨锻件,而四模锻造模块中锻造的生产率为每小时2.38吨锻件。
由于锻造生产率的提高,锻造的电力消耗减少了。在这种情况下,使用成型模具锻造生产1吨锻件的电力消耗为380千瓦时,而在四模锻造模块中锻造则为153.5千瓦时。因此,从成型模具锻造转向四模锻造模块锻造时,生产一吨锻件的电力节省达226.5千瓦时。
在四模RFM SX26型上锻造了类似的坯料。在RFM上生产一吨锻件的锻造机器时间为0.45小时。在RFM上生产1吨锻件的电力消耗为172千瓦时,比在四模锻造模块的压力机上锻造多18.5千瓦时。
由于压力机上四模锻造模块中锻造道次数量的减少和变形加热效应,可以消除使用两模锻造时的几次额外中间加热,或者完全放弃它们。锭料或坯料一次加热的伸长比可以在4到9之间变化。
这允许显著减少天然气消耗。例如,在AKP 500/2.5锻造单元上的四模锻造模块中锻造工具钢锭时,制造1吨锻件的天然气消耗减少120-230立方米。
金属节约
四模锻造模块中特殊设计模具的四面压缩方案在工件表面区域提供压缩应力,允许无表面缺陷锻造。由于这一点,在调整加工过程中减少了有缺陷的金属表面层的去除,增加了可用金属的产出。此外,减少工件额外加热次数减少了金属氧化(每次新加热减少2-2.5%),这也增加了可用金属的产出。
作者进行的研究表明,在20 MN压力机的四模锻造模块中锻造7-10吨结构钢和工具钢锭时,以裂纹形式存在的表面缺陷在锻造过程中深度没有增加,反而由于沿工件纵轴方向拉伸,随着压缩比增加而减少[1]。在20 MN压力机的四模锻造模块中对冶金厂JSC "Elektrostal"进行的08Kh18N10T、EI696A和EI703钢锭的实验锻造表明:
- 锻造模块中的锻造技术使得即使是因表面缺陷而被拒绝的EI696A和EI703钢锭也能被锻造,获得良好的锻件。在JSC "Elektrostal"工厂使用传统技术和两个模具锻造这样的锭料时,金属会因撕裂而被拒绝;
- 与两个模具锻造相比,消除了两次额外的工件加热;
- 金属质量(机械性能、宏观和微观结构)符合规范技术文件,并达到以传统方式在压力机上锻造的金属水平。金属质量研究在JSC "Elektrostal"的中央研究实验室进行。
四模锻造模块中的锻造提供了更高的锻件尺寸精度。这允许在机械制造企业的生产周期中使用新的锻造方法时,将分配给锻件的余量减少30-50%,从而提高金属利用系数,并减少锻件机械加工的能源消耗和切削工具的消耗。
金属质量和锻件精度
四模锻造模块的有效操作只有在使用专门为该工具开发的新四模锻造方法时才可能。技术的基础是一种锻造方法,包括用两对位于两个相互垂直平面中的模具对工件进行压缩,同时在下模方向上施加正常压缩力和剪切力,每次通过后以45°角进给和旋转工件[2]。在这种情况下,根据锭料和成品锻件的横截面尺寸,在锻造模块中可能有几种四模锻造方法。其中一种技术提供了在中间道次中交替使用方形和八边形横截面的工件。
为了对铸造金属结构进行更强烈的变形加工,以这样的变形程度压缩锭料,使部分金属被挤入模具之间的空间。结果,在压缩工件的截面处发生金属体积的额外剪切变形。在将工件旋转45°角后,被挤出的金属体积以高变形程度压入工件,确保工件铸造金属结构的强烈变形加工,包括轴向区域。这种四模压缩方案不仅在表面上而且在工件整个横截面上创建压缩应力,导致有缺陷的金属表面层厚度减少(或完全不存在),以及消除铸造金属结构中的内部缺陷。开发者进行的研究表明,在20 MN压力机的锻造模块中锻造7-10吨的碳钢锭,在锭料压缩比为3.1-3.8时,可确保生产出无内部孔隙且符合金属微观结构质量高指标的锻件[4]。在四模锻造模块中获得的锻件不仅以高金属质量而且以高精度而著称。在四模锻造模块中使用专门设计的模具对锻件进行校准,与传统的两模锻造相比,允许将公差减少2-2.5倍,余量减少1.5倍,并获得表面粗糙度接近轧制获得的坯料的棒材。这允许在每吨直径300-370毫米的锻件中节省高达50公斤的金属。
为确定锻造的变形效果,在工作[5]中进行了对四模锻造模块中从圆形横截面工件获得的锻件最终变形的实验研究,其中放置了一个带有纵向布置棒的坐标网格。发现即使在小压缩比(K = 1.56-2.49)下,锻件轴向区域的应变强度也有所增加(图5)。这再次证实了四模锻造模块中采用的锻造方案的有效性。
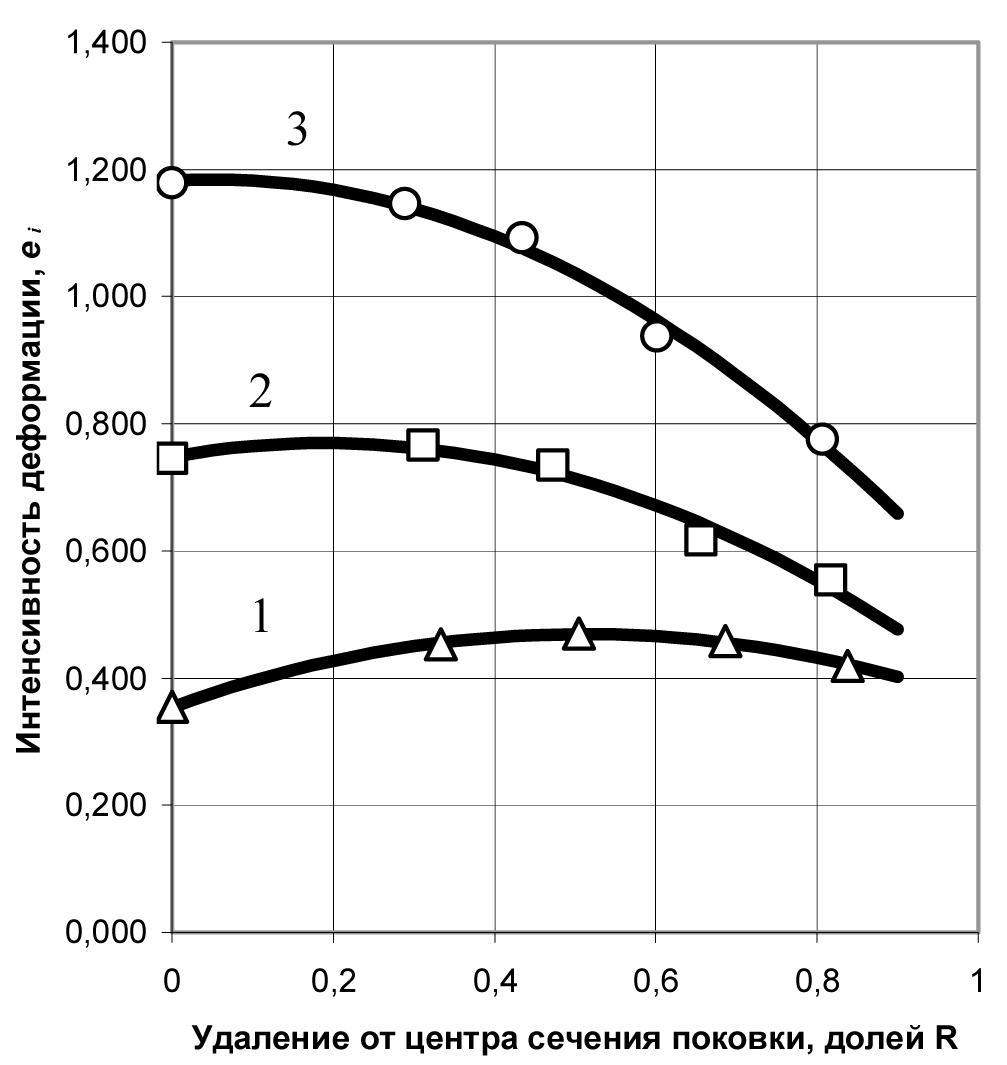
图5. 使用不同压缩比锻造的锻件截面应变强度变化:1 - 锻件截面直径 - 105毫米,压缩比 - 1.56;2 - 锻件截面直径 - 93毫米,压缩比 - 1.98;锻件截面直径 - 83毫米,压缩比 - 2.49
为确定四模锻造模块中锻造的有效性,还进行了对液压锻造压力机上获得的锻件和按冶金厂JSC "Dneprospetsstal"采用的技术在RFM上锻造的锻件的金属质量比较研究[6]。对使用两种技术获得的直径122毫米的Kh12MF钢锻件微观结构的研究表明,在四模锻造模块中锻造工件可在锻件整个横截面上显著减少碳化物异质性,即:表面层从32降至13点,半径中部从35降至14点,锻件截面中心从35降至14点(按奥地利"Böhler"比例)。同时,在RFM上锻造的锻件中,金属微观结构明显更差:半径中部的碳化物异质性为24点,横截面中心为34点。
在工作[7]中,研究了通过在包括5 MN压力机的AKP-500/2.5锻造联合装置上的四模锻造模块中锻造获得的复杂合金钢和合金锻造坯料的微观结构质量主要指标(形态学、分散性和碳化物相分布)和性能。研究表明,由于对V11M7K23-MOD和USP18K23-MOD-PM合金坯料进行强烈的径向-剪切锻造,确保了(Fe, Co)7,(W, Mo)6类型的细小金属间相和Fe2W(Mo)类型的Laves相的均匀分布。这些合金的锻造坯料在淬火和时效后具有高硬度值(69-70 HRC)、弯曲强度(σ弯曲 = 2300-2600 MPa)和耐热性(690-700°C)。此外,在这项工作中进行的研究表明,在对直径80-100毫米的P12M3K8F2钢工件进行两模锻造时,碳化物异质性保持在5-6级范围内。在四模锻造模块中锻造相同的钢材确保了直径80-100毫米坯料的碳化物异质性降至3-4级。同时,与传统的两模锻造方法相比,实现了整个工件横截面的深度金属加工。
在J.P. Gonzalez、P.F. David、J. Cordon、J.M. Llanos来自SIDENOR公司(西班牙,Reynosa)在第17届国际锻造大师会议(西班牙,桑坦德,2008年11月3-7日)上提交的报告中指出,四模径向锻造装置的设计创造了材料扭转效果,导致锻件宏观结构改善[8]。基于使用有限元方法的计算机建模和进行的实验研究,已经表明使用四模径向锻造装置对工件横截面上的变形分布有积极影响,并且还确保消除冶金源缺陷(例如,空隙,缩孔)。进行研究的四模锻造模块自2003年以来在SIDENOR公司的20 MN压力机上运行,用于锻造5至7吨重的碳钢、合金钢、结构钢和工具钢锭[9]。
对JSC "VILS"企业,在JSC "Tyazhpressmash"锻造车间的20 MN压力机上测试了在四模锻造模块中锻造的2V、EP742ID和EI698VD合金锭。在JSC "VILS"进行的锻造棒质量研究结果表明,它们的几何形状、直径极限偏差和宏观结构完全符合此类半成品的要求。金属结构的加工是通过装置设计和锻造技术创造的额外剪切变形来确保的。作为进行工作的结果,还确定了在锻造模块上锻造此类合金的主要优势是:
- 锻造工艺生产率提高1.5-2倍;
- 通过减少公差场,提高棒材尺寸精度2倍。
自2005年以来,四模锻造模块在JSC "Tyazhpressmash"企业的两台20 MN力压力机上运行,其中锻造5至10吨重的碳钢、结构合金钢和工具钢锭。在锻造模块的运行期间,锻造了40,000多吨锻件,主要用于出口。
在20 MN力压力机上运行锻造模块的经验表明:
1. 与在同一压力机上使用两个模具传统锻造锭料相比,锻造工艺生产率平均提高了2倍。
2. 使用锻造模块中的锻造技术生产锻件的可用金属产出增加了10-12%。
3. 在锻造模块中校准锻件使得能够获得精度更高的锻件。
4. 由于排除了工件的额外加热,气体消耗减少了25-30%。
四模锻造模块在20 MN力锻造压力机上工业条件下的长期运行已经证明了开发的装置设计的高可靠性。
对使用四模锻造模块在20 MN压力机上生产结构合金钢和工具钢锻件的经济效果计算表明,与压力机上传统锭料锻造技术相比,成本降低的节省金额为5,000-13,000卢布/吨,成本回收期为1-4个月。
自2005年以来,在俄罗斯工厂设计和安装了4个锻造模块:JSC "Bummash"、VSMPO AVISMA公司、LLC "SSM Tyazhmash",它们成功运行。
因此,与广泛知名的传统自由锻造技术相比,四模锻造模块中的锻造技术具有显著的技术和经济优势。
参考文献
1. Volodin A.M., Lazorkin V.A. - 用于在液压锻造压力机上锻造钢材和合金的首批工业四模锻造模块// 黑色金属。2008年2月。第14-19页。
2. 苏联发明者证书第1639860号,ICI B21 J1/04,1989年,在四模锻造装置中锻造工件的方法。
3. Volodin A.M., Lazorkin V.A., Bogdanovsky A.S. - 在液压锻造压力机上使用四模锻造装置进行锭料径向锻造 - 创建新的自动化锻造联合装置的基础// 锻造和冲压生产。金属成形。2005年。第10期。第36-39页。
4. Volodin A.M., Lazorkin V.A., Sorokin V.A., Petrov N.P. - 用于锭料径向锻造的新技术和设备// 锻造和冲压生产。金属成形。2006年。第10期。第22-27页。
5. Melnikov Yu.V. 对具有额外宏观剪切的四面径向锻造获得的锻件最终变形的实验研究 // 冶金和机械工程中的新材料和技术 - 2004年。- 第2期。- 第75-78页。
6. Lazorkin V.A., Yatsenko R.V., Melnikov Yu.V. 通过液压锻造压力机上的径向锻造制造的锻件质量 //锻造和冲压生产。金属成形。2005年。第5期。第8-11页。
7. Artamonov Yu.V., Bedrosova L.V., Zubkova V.T., Melnikov Yu.V. 使用AKP-500压力机上的四模锻造装置获得的复杂合金工具钢和合金的微观结构和性能// 金属学和金属热处理。2008年。第7期。第15-17页。
8. Gonzalez J.R., David P.F., Gordon J., Llanos J.M. Sidenor新径向锻造装置工艺的有限元模拟。第17届IFM 2008会议记录,11月3-7日,西班牙桑坦德,第237-243页。
9. 乌克兰专利第34978号,1999年7月27日,ICI B21 J1/04,13/03。锻造工件的方法和用于其实施的四模锻造装置。
_1743074448.jpg&description=對由直徑350毫米毛坯生產直徑150毫米鍛件的兩種製程進行了比較分析。根據第一種技術,使用兩個切割模在壓力機上鍛造高速工具鋼製成的工件;根據第二種技術,使用 FDFD 鍛造高速工具鋼製成的工件。){kind=link}