在开式锻造压力机中使用四模对锭和毛坯进行锻造的新技术
摘要
近年来,随着对更复杂和更重的长形锻件需求的增加,四模锻造技术在工业中的应用越来越广泛。目前有两种独立发展的四模锻造技术。第一种是使用强力径向锻造机(RFM)的传统技术。第二种技术基于使用开式锻造压力机和特殊的四模锻造装置。
本文考虑了使用四模锻造装置在开式锻造压力机中的四模锻造技术。展示了Tyazhpressmash公司首次采用的四模锻造装置中的新锻造技术,包括用于生产重型空心锻件的技术。
基于工业研究,已经证实使用四模锻造装置能确保高工艺生产率、锻造的等温条件以及由于额外的剪切应变而产生的金属结构的强化变形加工。
研究表明,在四模锻造装置中锻造不锈钢、工具钢、模具钢、高速钢、钛合金、耐热钢和高温钢及合金可以确保生产率至少提高一倍,金属损失减少,与传统的双模锻造技术相比,金属表面和深层质量更好。
已经掌握了5至45 MN开式锻造压力机四模锻造装置的工业化生产。概述了使用新锻造装置进行四模锻造的发展前景。
引言
直到最近,四模锻造工艺仅包括径向锻造机(RFM)中的径向锻造工艺。现在情况已经改变,尽管大多数四模锻造产品仍然在RFM中制造。
在上世纪60年代末至70年代初,当新型功率为6.5至25 MN/模的强力径向锻造机被建造出来时,它们开始用于各种材料(包括高合金钢和合金)的大型锭和连铸坯的径向锻造。径向锻造机的世界领先制造商,如GFM GmbH(奥地利)、SMS Meer GmbH(德国)、Danieli(意大利)在开发用于锻造直径达850毫米的锭(实心和空心)的最先进RFM方面取得了巨大成功,不仅确保了高锻造率,而且锻件质量良好[1]。
当前的工程发展水平表明,对需要越来越大尺寸和重量的长形锻件(实心和空心)的大型机器和装置有持续的需求。然而,自从GPM GmbH设计了30MN RFM以来,此类更强力机器的进一步制造已经放缓。我们似乎即将达到此类机器的能力极限和它们生产的锻件尺寸的极限。这些机器的成本是可比开式锻造压力机的数倍。在仅需少量的独特重型锻件的制造中,它们难以具有成本效益。
因此,在二十世纪下半叶,许多尝试被用来使开式锻造压力机适应四模锻造。不过,第一个可操作的工业型四模锻造装置设计,用于在开式锻造压力机中进行锭的四模锻造,直到最近才出现(图1至3)[2, 3]。

图1. 用于45 MN开式锻造压力机的四模锻造装置

图2. 在四模锻造装置中锻造10吨工具钢锭(25 MN压力机)

图3. 与45 MN开式锻造压力机配合使用的四模锻造装置
在开式锻造压力机中使用四模锻造装置进行锻造
在设计四模锻造装置时,目标不仅仅是复制RFM中使用的众所周知的四模锻造技术,而是通过采用径向锻造的所有优点来创造最高效的技术。
当工件在RFM中从四面被压缩时,所有模具以相同的方式(径向)移动,几乎没有横向扩展,所有金属都沿纵向流动,确保高锻造率。在工件表面产生压应力,防止金属表层的任何撕裂,随着锻造的进行,工件中初始存在的表面缺陷深度减小。然而,这种对称的四面压缩,金属流入模具间隙的自由度有限,不会在工件横截面中产生显著的剪切应变。这导致RFM需要比压力机和锤达到更高的锻造压缩比,才能从相同的初始材料中获得可比的锻件金属质量。
在开发的四模锻造装置设计中,下模(1)始终保持静止,两个侧模(2, 4)同时向工件(5)中心和下模移动,上模(3)在径向方向上移动的距离是每个侧模移动距离的两倍(图4)。这种锻造方案能够同时完成两项任务:在工件表面产生压应力并在工件横截面中引入剪切应变。
此外,开式锻造压力机允许在仅受压力机能力和工作空间限制的任何压缩下进行锻造。因此,在四模锻造装置中锻造时,可以对锭进行压缩,使部分金属被迫进入模具之间的间隙,以加强铸造金属结构的变形加工。由于这种压缩,工件中会产生额外的剪切应变。然后,在将工件旋转45°后,这样获得的金属凸起被迫沿工件的径向方向回流,允许剪切应变穿透其整个横截面。
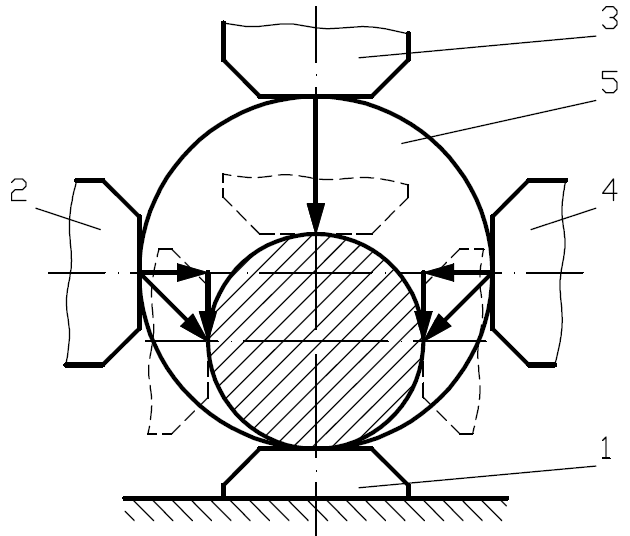
图4. 锻造装置中的工件压缩方案
生产率
四模锻造装置中的锻造生产率取决于锻造方案、锭重和从给定锭获得所需尺寸锻件所需的压缩比(图5)。图5提供了三种类型锭的锻造生产率数据 - 在25 MN开式锻造压力机中锻造的5吨(方案1.4)、7吨(方案2, 5)和10吨(方案3, 6)40XH钢(相当于AISI 3140)。锻造方案1至3是金属不被迫进入模具间隙的方案,而锻造方案4至6特点是金属被迫进入模具间隙。
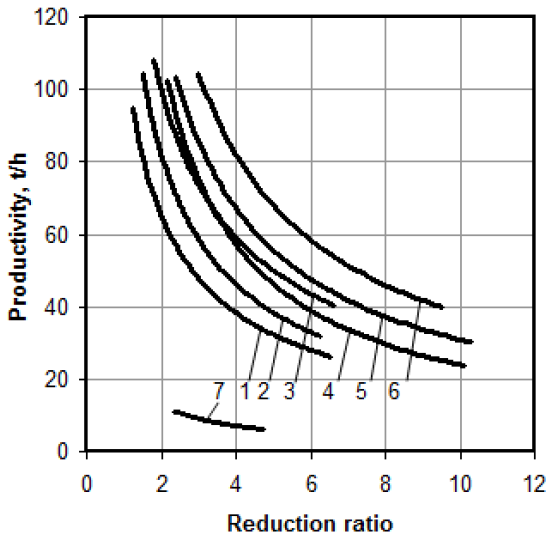
图5. 不同重量锭的锻造生产率与压缩比的关系
锻造方案编号对应于图5中的曲线编号。
方案1:
Ø750毫米 → 750x670毫米 → 670x670毫米 → 670x640毫米 → 640x610毫米 → 610x560毫米 → 560x490毫米 → 490x400毫米 → 400x300毫米 → 300x300 → Ø300毫米(10道次)。
方案2:
Ø850毫米 → 850x780毫米 → 780x740毫米 → 740x700毫米 → 700x630毫米 → 630x540毫米 → 540x420毫米 → 420x350毫米 → 350x350毫米 → Ø350毫米(9道次)。
方案3:
Ø1000毫米 → 1000x900毫米 → 900x900毫米 → 900x850毫米 → 850x800毫米 → 800x700毫米 → 700x600毫米 → 600x440毫米 → 440x400毫米 → Ø400毫米(9道次)。
方案4:
Ø750毫米 → 760x550毫米 → 550x540毫米 → 540x440毫米 → 440x380毫米 → 380x310毫米 → 310x240毫米 → 240x240毫米 → Ø240毫米(8道次)。
方案5:
Ø850毫米 → 860x600毫米 → 600x560毫米 → 560x520毫米 → 520x470毫米 → 470x400毫米 → 400x280毫米 → 280x270毫米 → Ø270毫米(8道次)。
方案6:
Ø1000毫米 → 1005x750毫米 → 750x720毫米 → 720x700毫米 → 700x530毫米 → 530x430毫米 → 430x320毫米 → 320x320毫米 → Ø320毫米(8道次)。
图5显示,将金属强制进入模具间隙的锻造(方案4至6)比不这样做的锻造(方案1至3)具有更高的工艺生产率。此外,随着锭重的增加,生产率也会增长。
曲线7(图5)表示在25 MN压力机中用两模锻造5吨锭的生产率与压缩比的关系。两种锭锻造工艺的比较表明,四模锻造装置中的锻造生产率至少比传统的两模锻造工艺高4.5倍。
在选择锻造方案时,应计算每个操作所需的锻造力。锻造力不得超过用于锻造的开式锻造压力机的最大允许力。四模锻造装置的锻造力计算与其他四模锻造工艺的力计算有很大不同。基于对锻造装置中力分布和金属应力应变状态的分析,建立了平衡方程,解决后获得以下公式来确定压力机冲头上所需的力(P):
 (1)
(1)
其中
 - 应力状态系数;
- 应力状态系数; - 几何变形区的平均长度(进给);
- 几何变形区的平均长度(进给); - 几何变形区的平均宽度;
- 几何变形区的平均宽度; - 塑性变形阻力;
- 塑性变形阻力; - 锻造装置侧滑动表面的倾斜角;
- 锻造装置侧滑动表面的倾斜角; - 锻造装置侧滑动表面的摩擦系数。
- 锻造装置侧滑动表面的摩擦系数。
公式(1)已通过在5、18、20、25和45 MN锻造压力机中锻造多种钢和合金的众多锭和坯的工业实践得到验证。实验数据与计算数据的偏差不超过15%,这对工程实践来说足够好。
在四模锻造装置中锻造可以将工件金属温度保持在较窄的范围内,这是由于变形加热,因为四面压缩产生的热量比两模压缩产生的热量多得多。四模锻造装置提供的这一优势已通过成功锻造高温镍基合金得到证实。然而,要锻造高合金钢和合金,建议集成具有计算机辅助控制的四模锻造装置。可以使用设定的锻造程序执行指定的压缩、旋转和进给,以便满足接近等温的条件以及必要的径向和剪切应变。在这方面,需要连续监测工件金属温度,例如使用固定式高温计。这些高温计应连续向计算机发送数据,以处理这些数据并实时调整锻造参数。在等温条件下锻造可以获得在工件最小中间加热或无需中间加热的情况下,沿纵向和横向具有均匀性能的成品锻件。这导致能源消耗降低,金属氧化皮损失减少,所需时间和劳动力减少。等温模式用于在20MN开式锻造压力机中安装的四模锻造装置中锻造10吨的17Г1С、18ХГ(相当于AISI 5120)和40XMA低合金结构钢锭。压力机手动控制。尽管如此,即使是手动控制也允许在1010至1030°C范围内进行锻造。锭在一次加热中锻造(图6)。
工具钢锻件的质量
选择锻造工艺时,金属质量几乎在所有时候都是主要标准。到目前为止,已经进行了许多关于使用四模锻造装置锻造的金属质量研究,表明四模锻造对广泛范围的钢和合金具有高效性[4]。
众所周知,金属的机械性能取决于其塑性变形量和最终热处理。通过改变四个主要工艺参数(应变率和程度、温度和变形后暂停)和合金的化学成分,可以获得全套结构状态,例如冷硬化亚结构、多边形亚结构、细晶再结晶结构。除了上述参数外,通过选择导致工件金属中剪切应变的特定变形方案,可以有效控制金属结构。
以下化学成分的Х12МФ(相当于AISI D2)工具钢棒在安装在5MN锻造压力机中的四模锻造装置和SXP-55径向锻造机中以2的压缩比进行了锻造:
С - 1.5%,Si - 0.4%,Mn - 0.4%,Cr - 12%,Mo - 0.5%,V - 0.3%。
图7显示了在RFM(图7a)中制造的122毫米直径锻件芯部区域的金属显微结构,其中观察到许多大尺寸碳化物和碳化物团簇,这是金属结构加工不良的证据,以及在锻造装置(图7b)中制造的锻件,其中金属显微结构特征是在金属体积中均匀分布的众多小型和中型碳化物。
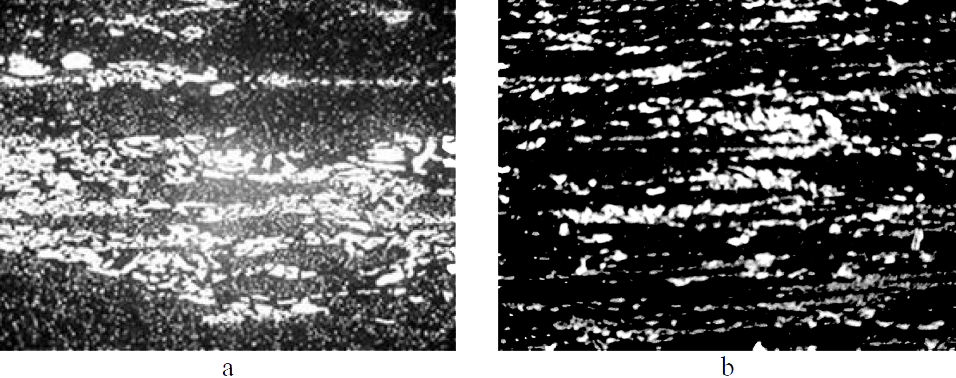
图7. 在RFM(a)和四模锻造装置(b)中制造的122毫米直径锻件芯部区域的金属显微结构,放大100倍
图8说明了在RFM(曲线1)和锻造装置(曲线2)中锻造的金属中不同尺寸碳化物占据面积的分布。因此,四模锻造装置提供了在整个横截面中更均匀的金属结构加工,这通过共晶碳化物不仅在表面区域,而且在锻件横截面芯部区域的分解以及大型共晶团簇的破坏得到证实。
进一步的研究表明,在四模锻造装置中对В11М7К23-МОД和USP18K23-MOD-PM合金棒进行强烈的径向和剪切锻造可确保细小金属间相如(Fe, Co)7、(W, Мо)6和Laves相如Fe2W(Mo)的均匀分布。此外,研究表明,在锻造装置中的四面锻造提供了直径80至100毫米锻件中的碳不均匀性,比两模锻造获得的低1.5至2倍。
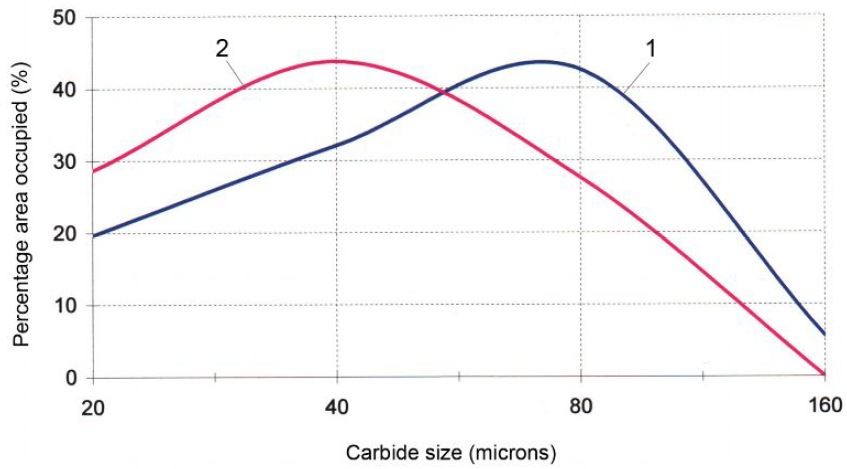
图8 在RFM(1)和四模锻造装置(2)中锻造的金属中不同尺寸碳化物占据面积的分布
特殊高合金钢和合金锻件的质量
使用四模锻造装置锻造具有低塑性的高合金钢和合金锭具有很大意义。各种钢和合金的锭在安装在20MN开式锻造压力机中的四模锻造装置中进行了锻造,这些是应俄罗斯众多客户的订单而进行的(表1)。
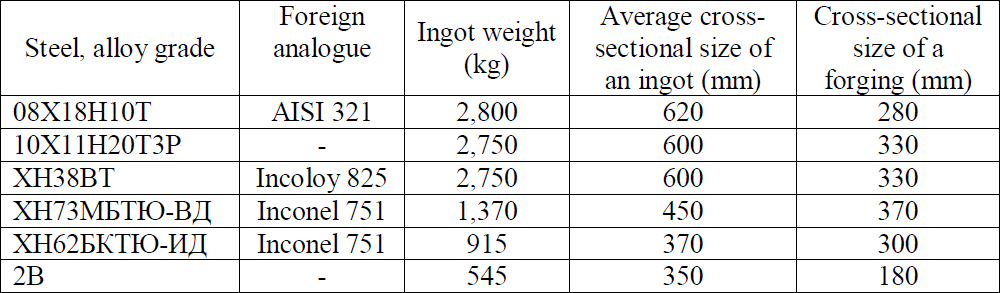
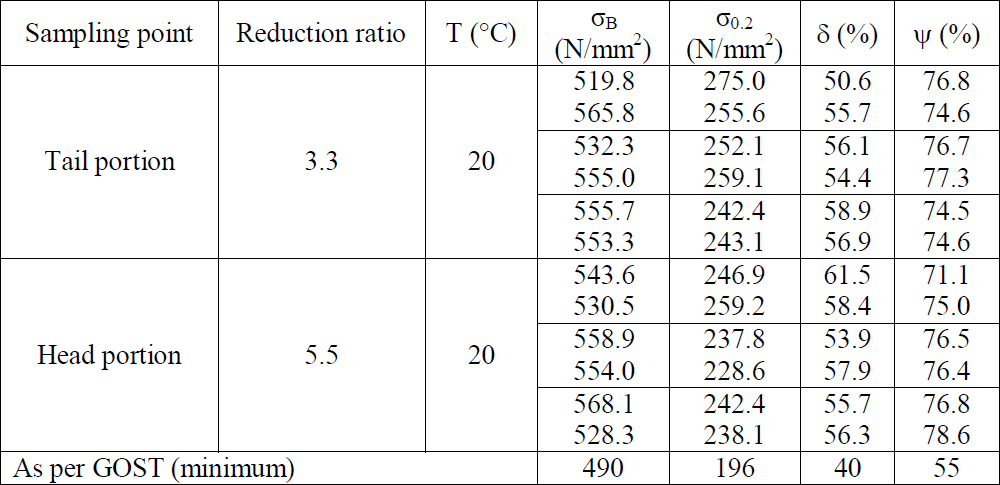
08X18H10T钢锭在气体室炉中加热至1030°C,并在四模锻造装置中一次加热锻造至280毫米直径。锻造结束温度为780°C。压缩比:在锭的头部 - 5.5,在锭的尾部 - 3.3。在锻件表面未发现缺陷。
对08X18H10T钢样品的宏观结构评估表明,宏观结构紧密均匀。机械测试结果见表2。结果表明,性能水平超过了规范文件的要求。锻件头部和尾部的性能水平没有明显差异。晶间腐蚀抗性测试在不同的样品淬火温度下也取得了良好的结果。
10X11H20T3P和XH38BT钢锻件的质量也很高,与在开式锻造压力机中按传统工艺用两模制造的锻件质量相当,除了塑性指标(δ, ψ)外。相对伸长率(δ, %)和收缩率(ψ, %)超过了两模制造的锻件的相同性能20-30%。
ХН62БКТЮ-ИД镍基合金锭在气体炉中加热至1140°C。锻造前,锭表面覆盖了保温材料。在未覆盖保温材料的锭表面处,观察到3至5毫米深的裂纹。其余表面没有裂纹。锭在一次加热中锻造至300毫米直径。宏观结构通过从锻造棒尾部和头部切出的横截面样品进行了研究。未发现以裂纹、分层和其他不连续性形式的内部缺陷。样品芯部区域的晶粒尺寸为2至4毫米,其外围为1至2毫米。
ХН73МБТЮ-ВД镍基合金锭在气体炉中加热至1180°C,并使用桥式起重机送入装有四模锻造装置的开式锻造压力机。锻造前锭的温度为1130°C至1140°C。锭在一次加热中锻造至370毫米直径。锭表面没有裂纹。宏观结构通过从锻件尾部和头部切出的横截面样品进行了研究。未发现以裂纹、分层和其他不连续性形式的内部缺陷。样品芯部区域的晶粒尺寸达到3毫米,其外围为1至2毫米。
进行的锻件质量研究(见表1)表明,其几何形状、极限直径偏差和宏观结构完全符合此类半成品的要求。
到目前为止,在开式锻造压力机中使用四模锻造装置锻造各种钢和合金的锭和坯的工艺已被Tyazhpressmash JSC、VSMPO AVISMA、JSC "Bummash"和ООО SSM Tyazhmash(俄罗斯)掌握。我们还为中国和其他国家的客户设计、制造、交付、安装和调试了10多台用于10、16、20、30和45MN压力机的四模锻造装置。
空心锻件的制造
工业界向锻件制造商提出了越来越复杂的任务,如果不掌握在开式锻造压力机中用四模锻造锭的新技术,这些任务是无法完成的。其中一项任务是制造外径450至1,500毫米、壁厚60至250毫米、长度5,000至12,000毫米的重型空心锻件。
可以使用四模锻造装置从普通锭、空心锭、通过机械加工制成孔的坯或管状坯制造空心锻件。所使用的材料是构建制造大型空心产品工艺的基础,该工艺应以在四模锻造装置中在芯棒上锻造结束,类似于在径向锻造机中锻造空心产品的工艺。这种径向锻造技术非常有前途,目前正在Tyazhpressmash JSC开发中。到目前为止,Tyazhpressmash JSC已经掌握了在25MN开式锻造压力机中使用四模锻造装置在芯棒上锻造直径460毫米、长度5,100毫米(壁厚95毫米)的空心产品的工艺(图9)。

图9. 在四模锻造装置中在芯棒上锻造空心锭
4. 四模锻造工艺进一步发展的前景 到目前为止,已经制定了四模锻造装置设计和锻造技术,用于在60至150 MN锻造压力机中从直径1,300至4,000毫米的锭制造外径1,000至3,000毫米的实心和空心锻件。这些技术即将在工业中实施。
计划在2012年掌握在60 MN压力机中使用四模锻造装置锻造超级合金(高温、耐热、精密等)锭的技术。
四模锻造装置的运行经验表明,在升级装置设计和锻造压力机后,可按开发的技术进行带有强烈剪切应变的锭锻造,而不会出现锭破坏的任何迹象。这允许实现具有超细晶粒结构的金属材料,提高金属强度、塑性、耐磨性和其他性能指标。
结论
1. 在工业条件下已经掌握了使用5至45 MN开式锻造压力机中新的四模锻造装置锻造锭和坯的新工艺。
2. 与四模径向锻造机不同,四模锻造装置能够实现由侧模的复杂运动条件的额外剪切应变,并在仅受压力机能力和工作空间限制的任何压缩下进行锻造。
3. 四模锻造确保在开式锻造压力机中的锻造生产率比传统的两模锻造工艺提高数倍。通过将金属强制进入模具间隙的压缩,可能实现额外的生产率增益。
4. 在四模锻造装置中锻造时观察到的显著变形加热效应提供了大致等温的锻造条件,使减少中间加热次数或完全取消中间加热成为可能,从而节省时间、能源和劳动力,并减少金属氧化皮损失。
5. 结构钢、工具钢和特殊高合金钢及合金锭锻造的工业研究结果表明,四模锻造装置确保了工件整个横截面的金属结构加工,锻造金属的优越机械性能,高尺寸精度,良好的锻件形状和表面光洁度。
6. 已经掌握了在开式锻造压力机中使用四模锻造装置在芯棒上锻造空心锻件的工艺。
7. 在不久的将来,计划开始制造具有超细晶粒结构的锻件,包括特殊合金的锻件,以及在力达150 MN的压力机中使用四模锻造装置制造重型锻件,包括实心和空心锻件。
参考文献
1. 径向锻造机中的锻造 / V.A. Tyurin. V.A. Lazorkin. I.A. Pospelov. KliP. Flakhovskiy / 由V.A. Tyurin编辑. - 莫斯科: Mashinostroenie. 1990. - 256页
2. 乌克兰专利No. 29183A,1998年1月27日. IPC В 21J 13/02.
3. Volodin A.М., Lazorkin V.A. 首批用于在液压锻造压力机中锻造锭和合金的工业四模锻造装置 // 黑色金属. 2008. 二月. 第14-19页.
4. Volodin A.M., Lazorkin V.A. 关于在液压锻造压力机中使用四模锻造装置锻造锭的技术优势 // KShP. OMD. 2009.No.1.第17-23页.
 不同,FDFD 由於側面撞針的複雜運動而提供額外的剪切變形,而鍛造的任何減少量僅受壓力機功率和工作空間的限制。){kind=link}