
Книга посвящена вопросам ковки на радиально-ковочных машинах (РКМ) и в четырехбойковых ковочных устройствах (FDFD) на гидравлических ковочных прессах.
Подробнее
Экономия ресурсов: потери металла сокращаются за счет исключения повторного нагрева, а потери металла при механической обработке сокращаются за счет повышения точности размеров. Фактически установлено, что расход может быть снижен на 4-5%.
Подробнее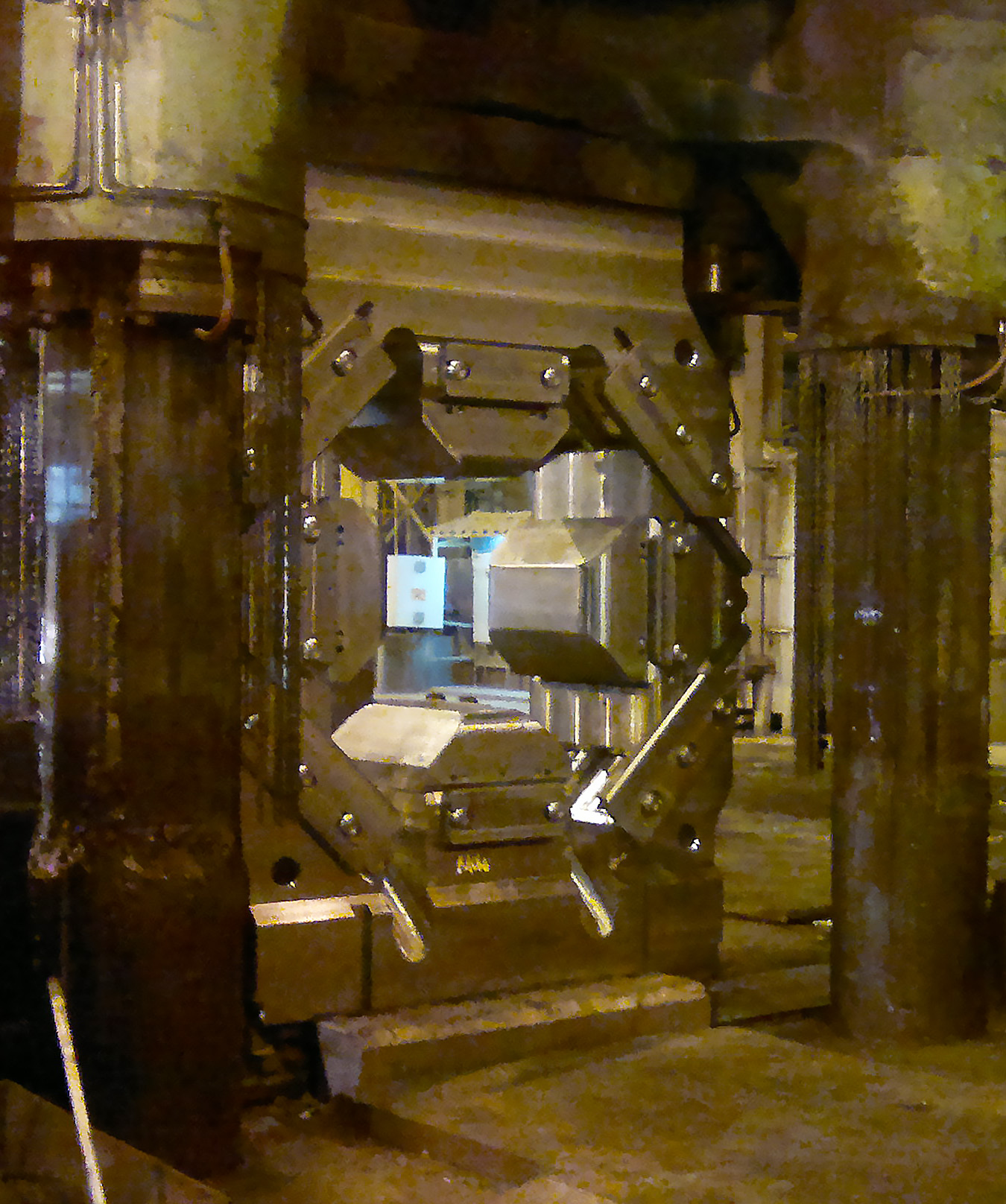
Сравнение между четырехбойковым ковочным устройством и обычными процессами ковки холодной деформации
Величина деформации сдвига, полученная с помощью 4DFD, должна улучшить качество микроструктуры металла. В следующем исследовании сравнивалось металлургическое качество на основе распределения карбида между 4DFD и обычными процессами ковки.
Подробнее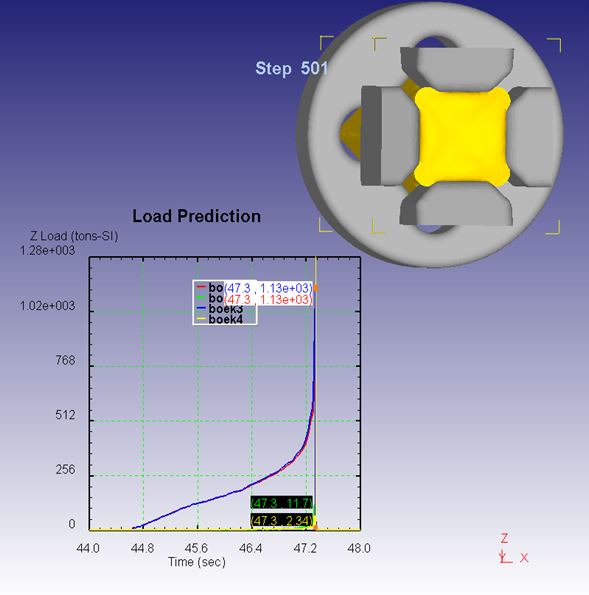
В докладе представлен сравнительный анализ, выполненный путем моделирования технологий методом конечных элементов с использованием программы DEFORM 3D при ковке 2-мя бойками на ковочном прессе, 4-мя бойками в FDFD на прессе и при ковке на РКМ.
Подробнее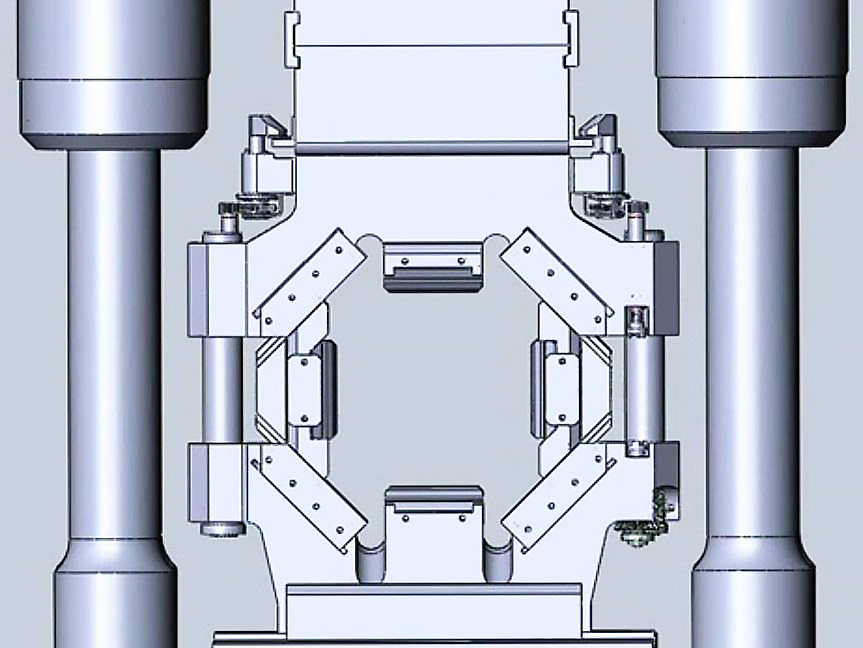
В статье показаны новые решения по проектированию FDFD и новые технологии, а также показано, какие изменения в технологическом процессе могут потребоваться в конечном итоге для получения максимальной выгоды от использования FDFD.
Подробнее
В результате выполнения процесса закрытия пустот в процессе чистовой обработки с использования только FDFD, время ковки сократилось примерно на 41% по сравнению с обычными методами без ухудшения внутреннего качества.
Подробнее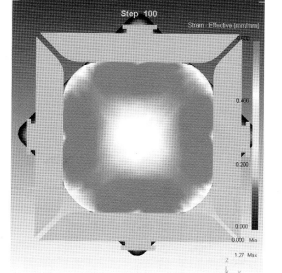
В докладе было подтверждено, что применение радиально-ковочного устройства оказывает положительное воздействие на распределение деформаций по поперечному сечению поковки, а также обеспечивает устранение дефектов металлургического происхождения.
Подробнее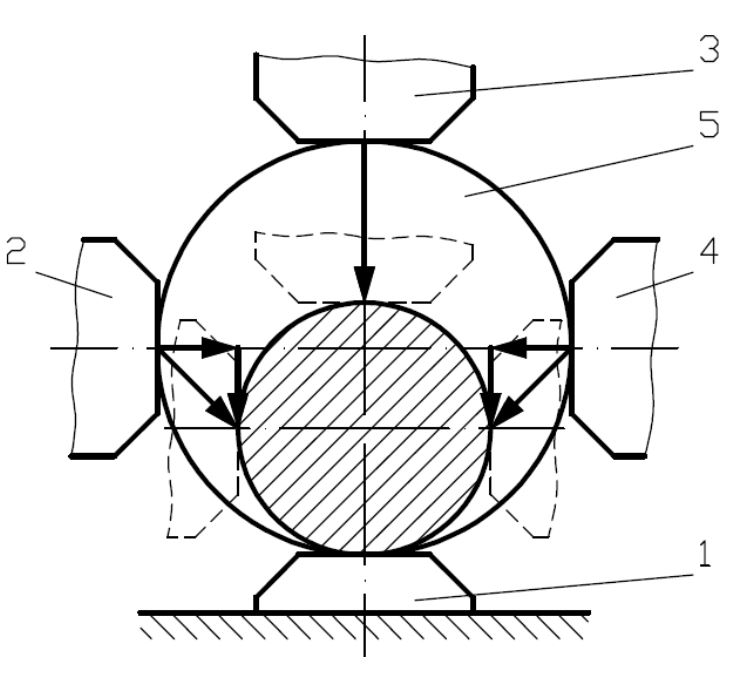
В отличие от радиально-ковочных машин (РКМ), FDFD обеспечивают дополнительные сдвиговые деформации, обусловленные сложным перемещением боковых бойков, и ковку с любыми обжатиями, ограниченными только мощностью пресса и рабочим пространством.
Подробнее_1743074448.jpg)
Проведен сравнительный анализ двух процессов получения поковок диаметром 150 мм из заготовки диаметром 350 мм. По первой технологии заготовку из инструментальной быстрорежущей стали ковали на прессе двумя вырезными бойками, а по второй технологии в FDFD.
Подробнее