Новые технологии ковки слитков и заготовок четырьмя бойками в прессах свободной ковки
Краткий обзор
В последнее время технологии ковки с использованием четырех бойков всё чаще применяются в промышленности в связи с растущим спросом на более сложные и тяжелые длинномерные поковки. Существуют две технологии ковки слитков четырьмя бойками, которые развиваются независимо друг от друга. Первая — это традиционная технология с использованием мощных радиально-ковочных машин (РКМ). Вторая технология основана на использовании кузнечных прессов открытого типа и специальных четырехбойковых ковочных устройств.
В данной статье рассматривается технология ковки четырьмя бойками с использованием четырехбойковых ковочных устройств на прессах свободной ковки. Показаны новые технологии ковки в четырехбойковых ковочных устройствах, впервые применённые на АО "Тяжпрессмаш", включая технологии, используемые для производства тяжелых полых поковок.
На основе промышленных исследований подтверждено, что использование четырехбойкового ковочного устройства обеспечивает высокую производительность процесса, изотермические условия ковки и интенсивную деформационную обработку структуры металла за счет дополнительных сдвиговых деформаций.
Установлено, что ковка нержавеющих, инструментальных, штамповых, быстрорежущих, титановых, жаропрочных и высокотемпературных сталей и сплавов в четырехбойковом ковочном устройстве обеспечивает как минимум двукратное повышение производительности, снижение потерь металла, улучшение качества поверхности и внутренней структуры металла по сравнению с традиционной технологией ковки двумя бойками.
Освоено промышленное производство четырехбойковых ковочных устройств для прессов свободной ковки усилием от 5 до 45 МН. Определены перспективы развития четырехбойковой ковки с использованием новых ковочных устройств.
Введение
До недавнего времени процессы ковки четырьмя бойками включали только процессы радиальной ковки на радиально-ковочных машинах (РКМ). В настоящее время ситуация изменилась, хотя большинство изделий, кованных четырьмя бойками, по-прежнему изготавливается на РКМ.
В конце 60-х - начале 70-х годов прошлого века, когда были построены новые мощные радиально-ковочные машины с усилием от 6,5 до 25 МН на боек, их начали использовать для радиальной ковки крупных слитков и непрерывнолитых заготовок из различных материалов, включая высоколегированные стали и сплавы. Мировые ведущие производители радиально-ковочных машин, такие как GFM GmbH (Австрия), SMS Meer GmbH (Германия), Danieli (Италия), достигли больших успехов в разработке современных РКМ для ковки слитков, как сплошных, так и полых, диаметром до 850 мм, обеспечивая не только высокую скорость ковки, но и хорошее качество поковок [1].
Современный уровень развития техники показывает, что существует постоянный спрос на крупногабаритные машины и агрегаты, требующие длинномерных поковок, как сплошных, так и полых, всё большего размера и веса. Однако после разработки компанией GPM GmbH РКМ усилием 30 МН дальнейшее производство таких и более мощных машин замедлилось. Похоже, что мы приближаемся к пределу мощности таких машин и размеров поковок, изготавливаемых на них. Стоимость таких машин в несколько раз превышает стоимость сопоставимых прессов свободной ковки. Они вряд ли экономически эффективны при производстве уникальных тяжелых поковок, требующихся только в небольших количествах.
Поэтому во второй половине двадцатого века было предпринято множество попыток адаптировать прессы свободной ковки для четырехбойковой ковки. Тем не менее, первые работоспособные конструкции четырехбойковых ковочных устройств промышленного типа, предназначенных для четырехбойковой ковки слитков на прессах свободной ковки, появились не так давно (Рис. 1-3) [2, 3].

Рис. 1. Четырехбойковое ковочное устройство для пресса свободной ковки усилием 45 МН

Рис. 2. Ковка 10-тонного слитка инструментальной стали в четырехбойковом ковочном устройстве (пресс 25 МН)

Рис. 3. Четырехбойковое ковочное устройство в работе с прессом свободной ковки усилием 45 МН
Ковка с использованием четырехбойковых ковочных устройств на прессах свободной ковки
При разработке четырехбойкового ковочного устройства ставилась задача не просто скопировать известную технологию четырехбойковой ковки, применяемую в РКМ, а создать максимально эффективную технологию, взяв всё лучшее от радиальной ковки.
Когда заготовка обжимается с четырех сторон в РКМ, все бойки перемещаются одинаково (радиально), боковое уширение практически отсутствует, и весь металл течет в продольном направлении, обеспечивая высокую скорость ковки. На поверхности заготовки генерируются сжимающие напряжения, предотвращающие возникновение разрывов в поверхностном слое металла, а имеющиеся изначально поверхностные дефекты уменьшаются по глубине по мере ковки. Однако это симметричное четырехстороннее обжатие с ограниченной свободой течения металла в промежутки между бойками не создает значительных сдвиговых деформаций в поперечном сечении заготовки. Это приводит к необходимости достижения гораздо большего коэффициента укова на РКМ по сравнению с прессами и молотами для получения сопоставимого качества металла поковок из эквивалентной исходной заготовки.
В разработанной конструкции четырехбойкового ковочного устройства нижний боек (1) всегда остается неподвижным, два боковых бойка (2, 4) перемещаются одновременно к центру заготовки (5) и к нижнему бойку, а верхний боек (3) проходит в радиальном направлении вдвое больший путь, чем каждый из боковых бойков (Рис. 4). Эта схема ковки позволяет решить сразу две задачи: создать сжимающие напряжения на поверхности заготовки и вызвать сдвиговые деформации в поперечном сечении заготовки.
Кроме того, пресс свободной ковки позволяет осуществлять ковку с любыми обжатиями, ограниченными только мощностью пресса и рабочим пространством. Поэтому при ковке в четырехбойковом ковочном устройстве слиток может быть обжат таким образом, что часть металла вытесняется в промежутки между бойками для интенсификации деформационной обработки литой структуры металла. В результате таких обжатий в заготовке возникают дополнительные сдвиговые деформации. Затем после поворота заготовки на 45°, образовавшиеся выступы металла вдавливаются обратно в радиальном направлении заготовки, обеспечивая проникновение сдвиговых деформаций через все её поперечное сечение.
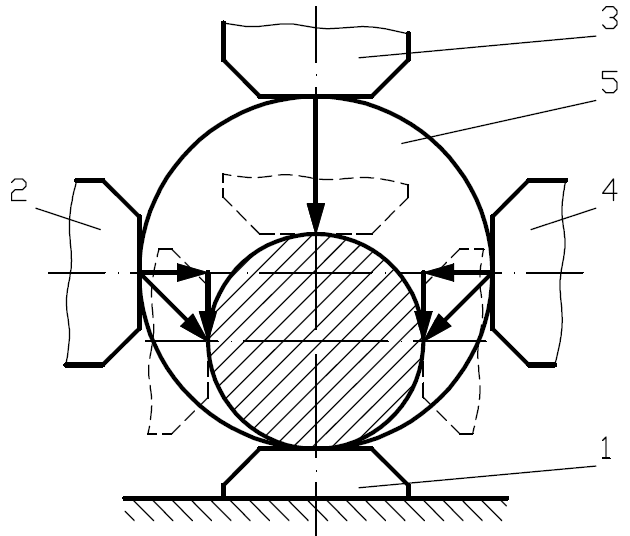
Рис. 4. Схема обжатия заготовки в ковочном устройстве
Производительность
Производительность ковки в четырехбойковом ковочном устройстве зависит от схемы ковки, веса слитка и коэффициента укова, необходимого для получения поковки с требуемыми размерами из заданного слитка (Рис. 5). На рисунке 5 приведены данные о производительности ковки для трех типов слитков - 5 т (схема № 1,4), 7 т (схема № 2, 5) и 10 т (схема № 3, 6) из стали 40ХН (аналог AISI 3140) на прессе свободной ковки усилием 25 МН. Схемы ковки № 1-3 - это схемы, при которых металл не выдавливается в промежутки между бойками, в то время как схемы ковки № 4-6 характеризуются выдавливанием металла в промежутки между бойками.
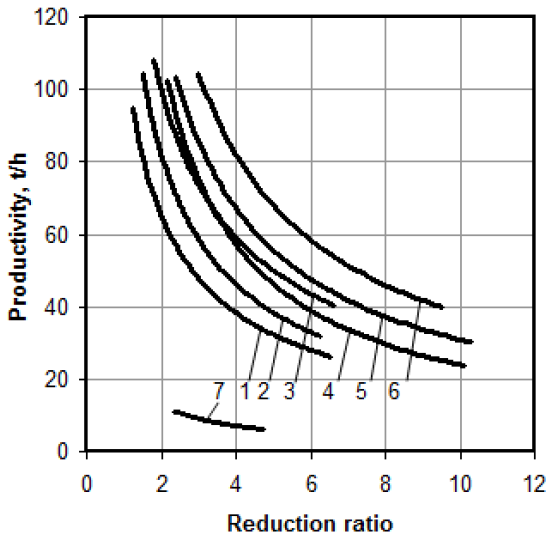
Рис. 5. Производительность ковки слитков различного веса в зависимости от коэффициента укова
Номера схем ковки соответствуют номерам кривых на Рис. 5.
Схема № 1:
Ø750 мм → 750x670 мм → 670x670 мм → 670x640 мм → 640x610 мм → 610x560 мм → 560x490 мм → 490x400 мм → 400x300 мм → 300x300 → Ø300 мм (10 проходов).
Схема № 2:
Ø850 мм → 850x780 мм → 780x740 мм → 740x700 мм → 700x630 мм → 630x540 мм → 540x420 мм → 420x350 мм → 350x350 мм → Ø350 мм (9 проходов).
Схема № 3:
Ø1000 мм → 1000x900 мм → 900x900 мм → 900x850 мм → 850x800 мм → 800x700 мм → 700x600 мм → 600x440 мм → 440x400 мм → Ø400 мм (9 проходов).
Схема № 4:
Ø750 мм → 760x550 мм → 550x540 мм → 540x440 мм → 440x380 мм → 380x310 мм → 310x240 мм → 240x240 мм → Ø240 мм (8 проходов).
Схема № 5:
Ø850 мм → 860x600 мм → 600x560 мм → 560x520 мм → 520x470 мм → 470x400 мм → 400x280 мм → 280x270 мм → Ø270 мм (8 проходов).
Схема № 6:
Ø1000 мм → 1005x750 мм → 750x720 мм → 720x700 мм → 700x530 мм → 530x430 мм → 430x320 мм → 320x320 мм → Ø320 мм (8 проходов).
Рисунок 5 показывает, что ковка с выдавливанием металла в промежутки между бойками (схемы № 4-6) характеризуется гораздо более высокой производительностью процесса, чем ковка без него (схемы № 1-3). Кроме того, производительность растет с увеличением веса слитка.
Кривая 7 (Рис. 5) представляет зависимость производительности ковки 5-тонного слитка двумя бойками на прессе усилием 25 МН от коэффициента укова. Сравнение двух процессов ковки слитков показывает, что производительность ковки в четырехбойковом ковочном устройстве как минимум в 4,5 раза выше, чем производительность традиционного процесса ковки двумя бойками.
При выборе схемы ковки необходимо рассчитывать силу ковки, требуемую для каждой операции. Сила ковки не должна превышать максимально допустимое усилие пресса свободной ковки, используемого для ковки. Расчет силы ковки для четырехбойкового ковочного устройства существенно отличается от расчета сил для других процессов четырехбойковой ковки. На основе анализа распределения сил в ковочном устройстве и напряженно-деформированного состояния металла были составлены уравнения равновесия, после решения которых была получена следующая формула для определения силы, необходимой на штоке пресса (P):
 (1)
(1)
где
 - коэффициенты напряженного состояния;
- коэффициенты напряженного состояния; - средняя длина геометрической зоны деформации (подача);
- средняя длина геометрической зоны деформации (подача); - средняя ширина геометрической зоны деформации;
- средняя ширина геометрической зоны деформации; - сопротивление пластической деформации;
- сопротивление пластической деформации; - угол наклона боковых скользящих поверхностей ковочного устройства;
- угол наклона боковых скользящих поверхностей ковочного устройства; - коэффициент трения для боковых скользящих поверхностей ковочного устройства.
- коэффициент трения для боковых скользящих поверхностей ковочного устройства.
Формула (1) была подтверждена промышленной практикой ковки множества слитков и заготовок из различных сталей и сплавов на прессах усилием 5, 18, 20, 25 и 45 МН. Отклонения экспериментальных данных от расчетных не превышали 15%, что достаточно хорошо для инженерной практики.
Ковка в четырехбойковом ковочном устройстве позволяет поддерживать температуру металла заготовки в узком диапазоне благодаря деформационному нагреву, поскольку четырехстороннее обжатие генерирует гораздо больше тепла, чем обжатие двумя бойками. Это преимущество, предлагаемое четырехбойковым ковочным устройством, было подтверждено успешной ковкой высокотемпературных сплавов на основе никеля. Однако для ковки высоколегированных сталей и сплавов рекомендуется интегрировать четырехбойковые ковочные устройства с компьютерным управлением. Заданные обжатия, повороты и подачи могут выполняться с использованием установленной программы ковки таким образом, чтобы выполнялись условия, близкие к изотермическим, а также необходимые радиальные и сдвиговые деформации. В связи с этим требуется непрерывный контроль температуры металла заготовки, например, с использованием стационарных пирометров. Эти пирометры должны непрерывно отправлять данные в компьютер для их обработки и корректировки параметров ковки в режиме реального времени. Ковка в изотермических условиях позволяет получать готовые поковки с равномерными свойствами как по длине, так и по поперечному сечению при минимальном промежуточном нагреве заготовки или вовсе без него. Это приводит к снижению энергопотребления, уменьшению потерь металла в окалину, сокращению времени и трудозатрат. Изотермический режим использовался для ковки 10-тонных слитков из низколегированных конструкционных сталей 17Г1С, 18ХГ (аналог AISI 5120) и 40ХМА с использованием четырехбойкового ковочного устройства, установленного на прессе свободной ковки усилием 20 МН. Управление прессом осуществлялось вручную. Тем не менее, даже ручное управление позволяло проводить ковку в диапазоне 1010-1030°C. Слитки ковались за один нагрев (Рис. 6).
Качество поковок из инструментальных сталей
Качество металла является основным критерием при выборе процесса ковки практически во всех случаях. К настоящему моменту проведены многочисленные исследования качества металла, кованного с использованием четырехбойковых ковочных устройств, показывающие высокую эффективность четырехбойковой ковки для широкого спектра сталей и сплавов [4].
Известно, что механические свойства металла зависят от величины его пластической деформации и финальной термической обработки. Варьируя четыре основных параметра процесса (скорость и степень деформации, температуру и паузу после деформации) и химический состав сплава, можно получить полный набор структурных состояний, например, субструктуру холодного упрочнения, полигональную субструктуру, мелкозернистую рекристаллизованную структуру. Помимо упомянутых выше параметров, структуру металла можно эффективно контролировать, выбирая определенную схему деформации, приводящую к сдвиговым деформациям в металле заготовки.
Прутки из инструментальной стали Х12МФ (аналог AISI D2) следующего химического состава были откованы с коэффициентом укова 2 в четырехбойковом ковочном устройстве, установленном на прессе усилием 5 МН, и на радиально-ковочной машине SXP-55:
С - 1,5%, Si - 0,4%, Mn - 0,4%, Cr - 12%, Mo - 0,5%, V - 0,3%.
На рисунке 7 показана микроструктура металла в центральной зоне поковок диаметром 122 мм, изготовленных на РКМ (Рис. 7а), где наблюдается множество крупных карбидов и карбидных скоплений, что свидетельствует о плохо проработанной структуре металла, и в ковочном устройстве (Рис. 7б), где микроструктура металла характеризуется наличием многочисленных мелких и средних карбидов, равномерно распределенных в объеме металла.
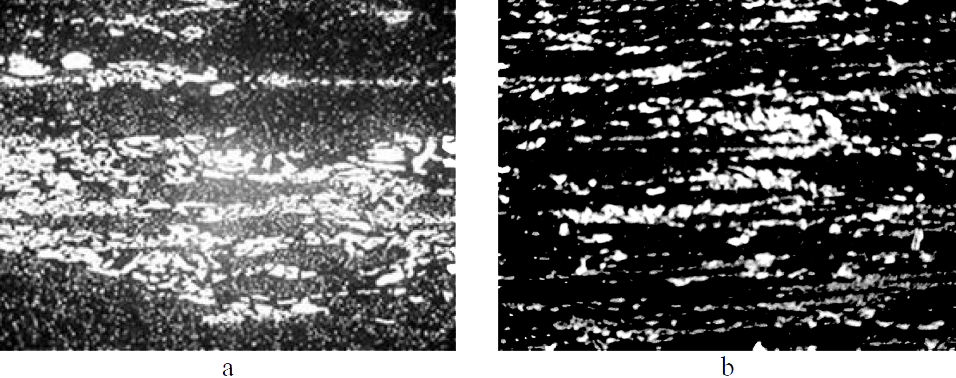
Рис. 7. Микроструктура металла в центральной зоне поковок диаметром 122 мм, изготовленных на РКМ (а) и в четырехбойковом ковочном устройстве (б), увеличение 100x
На рисунке 8 показано распределение площади, занимаемой карбидами различных размеров, для металла, кованного на РКМ (кривая 1) и в ковочном устройстве (кривая 2). Таким образом, четырехбойковое ковочное устройство обеспечивает более равномерную проработку структуры металла по всему сечению, что подтверждается разрушением эвтектических карбидов не только в поверхностной зоне, но и в центральной зоне поперечного сечения поковки, а также разрушением крупных эвтектических скоплений.
Дальнейшие исследования показали, что интенсивная радиальная и сдвиговая ковка прутков из сплавов В11М7К23-МОД и USP18K23-MOD-PM в четырехбойковом ковочном устройстве обеспечивает равномерное распределение мелких интерметаллидных фаз типа (Fe, Co)7, (W, Мо)6 и фаз Лавеса типа Fe2W(Mo). Кроме того, исследования показали, что четырехсторонняя ковка в ковочном устройстве обеспечивает неоднородность углерода в поковках диаметром 80-100 мм в 1,5-2 раза меньше, чем при ковке двумя бойками.
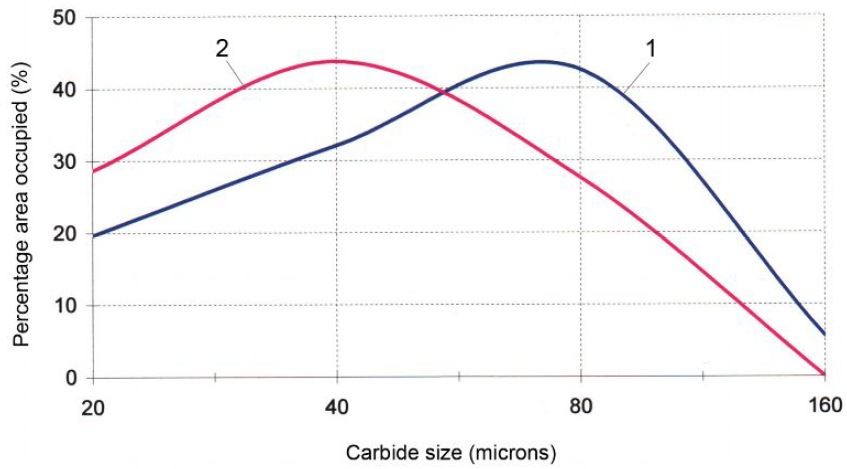
Рис. 8. Распределение площади, занимаемой карбидами различных размеров, для металла, кованного на РКМ (1) и в четырехбойковом ковочном устройстве (2)
Качество поковок из специальных высоколегированных сталей и сплавов
Большой интерес представляет использование четырехбойковых ковочных устройств для ковки слитков из высоколегированных сталей и сплавов, обладающих низкой пластичностью. Слитки различных сталей и сплавов были откованы в четырехбойковом ковочном устройстве, установленном на прессе свободной ковки усилием 20 МН, по заказам многочисленных клиентов в России (Таблица 1).
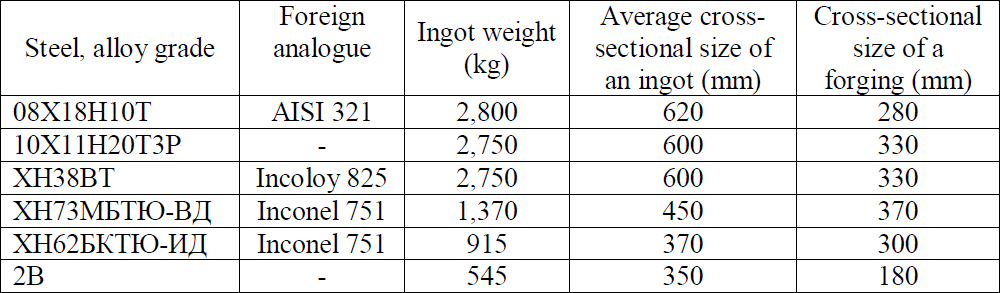
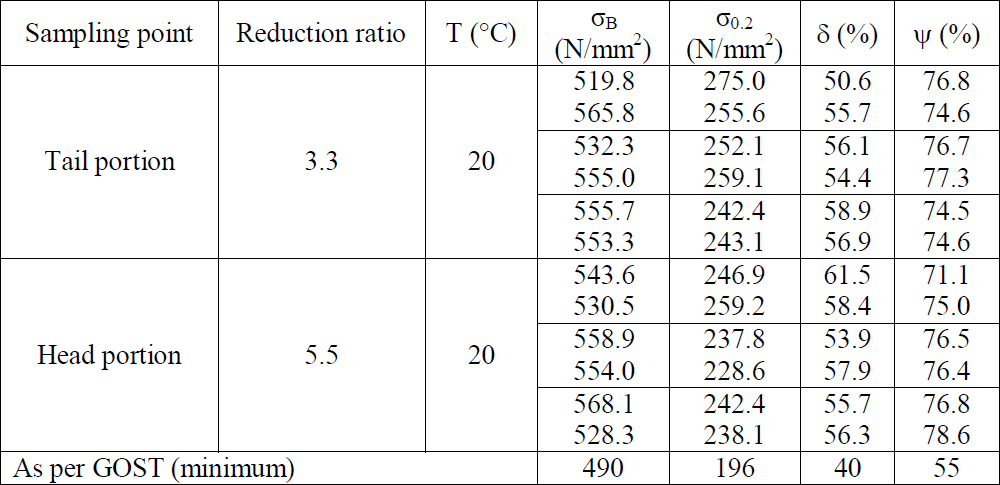
Слиток из стали 08Х18Н10Т был нагрет в газовой камерной печи до 1030°C и откован в четырехбойковом ковочном устройстве до диаметра 280 мм за один нагрев. Температура окончания ковки составляла 780°C. Коэффициент укова: в головной части слитка - 5,5, а в хвостовой части - 3,3. На поверхности поковки дефектов обнаружено не было.
Оценка макроструктуры образцов стали 08Х18Н10Т показала, что макроструктура была плотной и однородной. Результаты механических испытаний приведены в Таблице 2. Результаты показывают, что уровень свойств превышает требования нормативных документов. Нет значительной разницы в уровне свойств в головной и хвостовой частях поковки. Испытания на стойкость к межкристаллитной коррозии также дали хорошие результаты при различных температурах закалки образцов.
Качество поковок из сталей 10Х11Н20Т3Р и ХН38ВТ также было высоким и соответствовало качеству поковок, изготовленных двумя бойками на прессе свободной ковки по традиционной технологии, за исключением показателей пластичности (δ, ψ). Относительное удлинение (δ, %) и сужение (ψ, %) превышали аналогичные свойства поковок, изготовленных двумя бойками, на 20-30%.
Слиток из жаропрочного сплава на основе никеля ХН62БКТЮ-ИД был нагрет в газовой печи до 1140°C. Поверхность слитка перед ковкой была покрыта теплоизоляционным материалом. В местах, где поверхность слитка не была покрыта теплоизоляционным материалом, наблюдались трещины глубиной 3-5 мм. На остальной поверхности трещин не было. Слиток был откован до диаметра 300 мм за один нагрев. Макроструктура была исследована на поперечных образцах-темплетах, вырезанных из хвостовой и головной частей кованого прутка. Внутренних дефектов в виде трещин, расслоений и других нарушений сплошности обнаружено не было. Размер зерна в центральной зоне образца составлял 2-4 мм, а на периферии - 1-2 мм.
Слиток из жаропрочного сплава на основе никеля ХН73МБТЮ-ВД был нагрет в газовой печи до 1180°C и подан в пресс свободной ковки, оснащенный четырехбойковым ковочным устройством, с помощью мостового крана. Температура слитка непосредственно перед ковкой составляла 1130-1140°C. Слиток был откован до диаметра 370 мм за один нагрев. На поверхности слитка трещин не наблюдалось. Макроструктура была исследована на поперечных образцах-темплетах, вырезанных из хвостовой и головной частей поковки. Внутренних дефектов в виде трещин, расслоений и других нарушений сплошности обнаружено не было. Размер зерна в центральной зоне образца составлял до 3 мм, а на периферии - 1-2 мм.
Проведенные исследования качества поковок (см. Таблицу 1) показали, что их геометрия, предельные отклонения диаметра и макроструктура полностью соответствуют требованиям, предъявляемым к таким полуфабрикатам.
К настоящему времени процессы ковки слитков и заготовок из различных сталей и сплавов с использованием четырехбойковых ковочных устройств на прессах свободной ковки освоены АО "Тяжпрессмаш", ВСМПО АВИСМА, ОАО "Буммаш" и ООО "ССМ Тяжмаш" (Россия). Мы также спроектировали, изготовили, поставили, установили и ввели в эксплуатацию более 10 четырехбойковых ковочных устройств для прессов усилием 10, 16, 20, 30 и 45 МН для заказчиков в Китае и других странах.
Изготовление полых поковок
Промышленность ставит перед производителями поковок все более сложные задачи, которые невозможно решить без освоения новых технологий ковки слитков четырьмя бойками на прессах свободной ковки. Одной из таких задач является изготовление тяжелых полых поковок с наружным диаметром 450-1500 мм, толщиной стенки 60-250 мм и длиной 5000-12000 мм.
Полая поковка может быть изготовлена с использованием четырехбойкового ковочного устройства из обычного слитка, полого слитка, заготовки с отверстием, полученным механической обработкой, или из трубной заготовки. Используемая заготовка является основой для построения технологического процесса изготовления полых крупногабаритных изделий, который должен завершаться ковкой на оправке в четырехбойковом ковочном устройстве аналогично процессу ковки полых изделий на радиально-ковочных машинах. Эта технология радиальной ковки весьма перспективна и в настоящее время разрабатывается на АО "Тяжпрессмаш". На данный момент АО "Тяжпрессмаш" освоил процесс ковки полых изделий диаметром 460 мм и длиной 5100 мм (толщина стенки - 95 мм) на оправке с использованием четырехбойкового ковочного устройства на прессе свободной ковки усилием 25 МН (Рис. 9).

Рис. 9. Ковка полого слитка на оправке в четырехбойковом ковочном устройстве
4. Перспективы дальнейшего развития процессов ковки четырьмя бойками К настоящему времени разработаны конструкции четырехбойковых ковочных устройств и технологии ковки для изготовления сплошных и полых поковок с наружным диаметром 1000-3000 мм из слитков диаметром 1300-4000 мм на прессах усилием 60-150 МН. Эти технологии находятся на стадии внедрения в промышленность.
В 2012 году планируется освоение технологий ковки слитков из суперсплавов (высокотемпературных, жаропрочных, прецизионных и т.д.) с использованием четырехбойковых ковочных устройств на прессах усилием 60 МН.
Опыт эксплуатации четырехбойковых ковочных устройств показал, что конструкция устройства после его модернизации и модернизации ковочного пресса позволяет осуществлять ковку слитков с интенсивными сдвиговыми деформациями по разработанной технологии без каких-либо признаков разрушения слитков. Это позволяет достичь металлических материалов с ультрамелкозернистой структурой, повышающей прочность, пластичность, износостойкость и другие эксплуатационные показатели металла.
Выводы
1. В промышленных условиях освоен новый процесс ковки слитков и заготовок четырьмя бойками с использованием новых четырехбойковых ковочных устройств на прессах свободной ковки усилием от 5 до 45 МН.
2. В отличие от радиально-ковочных машин, четырехбойковые ковочные устройства обеспечивают дополнительные сдвиговые деформации, обусловленные сложным перемещением боковых бойков, и ковку с любыми обжатиями, ограниченными только мощностью пресса и рабочим пространством.
3. Четырехбойковая ковка обеспечивает повышение производительности ковки на прессах свободной ковки в несколько раз по сравнению с традиционными процессами ковки двумя бойками. Дополнительное повышение производительности возможно за счет обжатий с выдавливанием металла в промежутки между бойками.
4. Эффект значительного деформационного нагрева, наблюдаемый при ковке в четырехбойковом ковочном устройстве, обеспечивает примерно изотермические условия ковки, что позволяет сократить количество промежуточных нагревов или вовсе их исключить, тем самым экономя время, энергию и труд, и уменьшая потери металла в окалину.
5. Результаты промышленных исследований ковки слитков из конструкционных, инструментальных сталей и специальных высоколегированных сталей и сплавов показали, что четырехбойковое ковочное устройство обеспечивает проработку структуры металла по всему поперечному сечению заготовки, превосходные механические свойства кованого металла, высокую размерную точность, хорошую форму и качество поверхности поковок.
6. Освоен процесс ковки полых поковок на оправке с использованием четырехбойковых ковочных устройств на прессах свободной ковки.
7. В ближайшем будущем планируется начать изготовление поковок с ультрамелкозернистой структурой, в том числе из специальных сплавов, а также использование четырехбойковых ковочных устройств на прессах усилием до 150 МН для изготовления тяжелых поковок, как сплошных, так и полых.
Литература
1. Ковка на радиально-ковочных машинах / В.А. Тюрин, В.А. Лазоркин, И.А. Поспелов, Й.П. Флаховский / Под ред. В.А. Тюрина. - Москва: Машиностроение, 1990. - 256 с.
2. Патент Украины № 29183A от 27.01.1998. МПК В 21J 13/02.
3. Володин А.М., Лазоркин В.А. Первые промышленные четырехбойковые ковочные устройства для ковки слитков и сплавов в гидравлических ковочных прессах // Черные металлы. 2008. Февраль. С. 14-19.
4. Володин А.М., Лазоркин В.А. О преимуществах технологии ковки слитков с использованием четырехбойковых ковочных устройств в гидравлических ковочных прессах // КШП. ОМД. 2009. №1. С. 17-23.
, FDFD обеспечивают дополнительные сдвиговые деформации, обусловленные сложным перемещением боковых бойков, и ковку с любыми обжатиями, ограниченными только мощностью пресса и рабочим пространством.){kind=link}