Über die Vorteile der Technologie des Schmiedens von Blöcken in hydraulischen Schmiedepressen mit Vier-Gesenk-Schmiedevorrichtungen
Die Einführung des Prozesses des Schmiedens von Blöcken auf hydraulischen Schmiedepressen in Vier-Gesenk-Schmiedevorrichtungen (Schmiedeblöcken) in Industrieunternehmen begann relativ kürzlich - vor weniger als 8 Jahren [1], obwohl der Prozess selbst in den 1980er Jahren entwickelt wurde [2]. Die Implementierung des Prozesses in der Produktion wurde durch das Fehlen einer zuverlässigen Konstruktion des Schmiedeblocks behindert, der in der Lage ist, unter den harten Bedingungen der Schmiedeproduktion kontinuierlich in zwei oder drei Schichten zu arbeiten. Im Jahr 2004 begann ein Team von Konstrukteuren unter der Leitung des Erfinders V.A. Lazorkin mit der Entwicklung industrieller Schmiedeblöcke für Pressen mit einer Kraft von 20 MN.
Derzeit wurden Vier-Gesenk-Schmiedeblöcke hergestellt und arbeiten erfolgreich an sechs hydraulischen Pressen mit einer Kraft von 20 MN in Fabriken in Russland und werden auch für Fabriken in China, Brasilien, Deutschland und Italien hergestellt (Abb.1) [1, 3, 4].

Abb.1. Vier-Gesenk-Schmiedeblock während des Schmiedens eines 10-Tonnen-Blocks aus Werkzeugstahl auf einer 20-MN-Presse in der Schmiede von JSC "Tyazhpressmash"
Der Vier-Gesenk-Schmiedeblock ist ein einzigartiges Schmiedewerkzeug, das die Vorteile des Radialschmiedens auf Radialschmiedemaschinen (RSM) und des traditionellen Schmiedens mit zwei Gesenken auf Schmiedepressen kombiniert. Er kann auf dem Tisch jeder hydraulischen Schmiedepresse (beispielsweise mit einer Kraft von 2 bis 150 MN) anstelle herkömmlicher Gesenke installiert und befestigt werden und ermöglicht das vierseitige Schmieden von Blöcken und Werkstücken mit zusätzlichen Makroscherbewegungen.
Die originelle Konstruktion der seitlichen Führungen des Vier-Gesenk-Schmiedeblocks sorgt nicht nur für die Zentrierung des oberen Blockkörpers relativ zum unteren Körper und der Schieber relativ zu den Körpern, sondern auch für die Trennung der Schieber mit daran befestigten seitlichen Gesenken ohne die Verwendung zusätzlicher Mechanismen (Abb.2). Dies gewährleistet die Kompaktheit des Geräts und seine hohe Zuverlässigkeit im Betrieb.

Abb. 2. Vier-Gesenk-Schmiedeblock für eine 20-MN-Presse
Vier-Gesenk-Schmiedeblöcke können mit einem Wasserkühlsystem für die Gesenke ausgestattet werden. Darüber hinaus verfügt der Schmiedeblock über ein automatisiertes Schmiersystem für Reibungseinheiten, dessen Steuerung sich auf dem Bedienfeld der Schmiedepresse befindet. Die Kühlungs- und Schmiersysteme ermöglichen es dem Vier-Gesenk-Schmiedeblock, über einen langen Zeitraum (zum Beispiel während des Drei-Schicht-Betriebs der Presse) ohne Überhitzung der Reibungseinheiten und mit minimalem Verschleiß der Arbeitsflächen der Gesenke zu arbeiten. Die Reibungsverluste unter Arbeitslasten im Schmiedeblock betragen nicht mehr als 5%.
Die Technologie des Schmiedens in Vier-Gesenk-Schmiedeblöcken bietet eine Reihe von Vorteilen in Bezug auf Produktionswirtschaft und -technologie im Vergleich zu solchen weit verbreiteten Methoden des Schmiedens von Blöcken und Werkstücken auf Pressen und Radialschmiedemaschinen (RSM).
Werkstücke und resultierende Schmiedestücke
In Vier-Gesenk-Schmiedeblöcken ist es möglich, Blöcke und Werkstücke mit rundem, quadratischem und polygonalem Querschnitt zu schmieden. Gleichzeitig können die Werkstücke konstante oder variable Querschnitte entlang der Länge haben. Es können Blöcke verwendet werden, die durch offenes Lichtbogenschmelzen, Elektroschlacke-Umschmelzen, Vakuumlichtbogenschmelzen, auf kontinuierlichen Stahlgießanlagen und mit anderen Methoden gewonnen wurden, sowie vorher verformte Werkstücke (zum Beispiel geschmiedet auf Pressen, Hämmern oder RSM sowie Walzprodukte). Blöcke und Werkstücke können massiv oder hohl sein (zum Beispiel Rohre).
Blöcke und Werkstücke können aus Kohlenstoff-, mittellegierten, Werkzeug- und hochlegierten Stählen und Legierungen sowie aus anderen schmiedbaren Metallen und Legierungen (Eisen- und Nichteisenmetalle) hergestellt werden.
Die resultierenden Schmiedestücke können runde, quadratische und rechteckige Querschnitte sowie variable runde Querschnitte haben (Abb.3).
Der Vier-Gesenk-Schmiedeblock ermöglicht auch die Herstellung von Hohlschmiedestücken mit variablem Querschnitt aus einem anfänglichen Hohlwerkstück (Abb.4).

Abb. 3. Schmiedestücke, die durch Schmieden in einem Vier-Gesenk-Schmiedeblock auf einer 20-MN-Presse erhalten wurden

Abb. 4. Schmieden eines hohlen stufenförmigen Schmiedestücks auf einer 20-MN-Presse
Prozessproduktivität
Beim Schmieden mit zwei Gesenken (nach traditioneller Technologie) tritt nach jeder Reduktion eine erhebliche seitliche Ausbreitung des Metalls auf, was die Intensität der Werkstückstreckung in Richtung seiner Längsachse wesentlich verringert. Dies führt zur Notwendigkeit, zusätzliche Drehungen und Reduzierungen des Werkstücks durchzuführen, um den erforderlichen Querschnitt und die erforderliche Länge zu erhalten.
Aufgrund der vierseitigen Reduktion des Werkstücks im Vier-Gesenk-Schmiedeblock ist die seitliche Ausbreitung des Metalls nicht vorhanden oder minimal. Daher sind weniger Zyklen von Reduzierungen und Drehungen des Werkstücks erforderlich. Dies führt zu einer erhöhten Produktivität des Schmiedeprozesses.
Es wurde eine vergleichende Analyse zweier Prozesse zur Herstellung von Schmiedestücken mit einem Durchmesser von 150 mm aus einem Werkstück mit einem Durchmesser von 350 mm durchgeführt. Nach der ersten Technologie wurde ein Werkstück aus Schnellarbeitsstahl mit einem Durchmesser von 350 mm auf einer Presse mit zwei Vollgesenken nach folgendem Schema geschmiedet:
Ø350 mm → 320×365 mm → Ø320 mm → 290×330 mm → Ø290 mm → 260×300 mm → Ø260 mm → 240×270 mm →
Ø240 mm → 220×250 mm → Ø220 mm → 200×230 mm → Ø200 mm → 180×210 mm → Ø180 mm → 160×190 mm →
Ø160 mm → 150×170 mm → Ø150 mm.
Für die Herstellung eines Rohwerkstücks mit einem Durchmesser von 150 mm waren 18 Durchgänge erforderlich. Das Schmieden desselben Werkstücks mit einem Durchmesser von 350 mm im Vier-Gesenk-Schmiedeblock wurde nach folgendem Schema durchgeführt:
Ø350 mm → 240×355 mm → 240×200 mm → 150×150 mm → Ø150 mm.
Für die Herstellung eines Rohwerkstücks mit einem Durchmesser von 150 mm beim Schmieden im Vier-Gesenk-Schmiedeblock waren nur 4 Durchgänge erforderlich, was 4,5-mal weniger ist als beim Schmieden mit zwei Gesenken.
Beim Schmieden im Vier-Gesenk-Schmiedeblock erfolgt während jeder einzelnen Reduktion eine intensivere Verformung des Metalls, was das Schmieden über einen längeren Zeitraum im optimalen Temperaturbereich ermöglicht. Dies wiederum ermöglicht die Reduzierung der Anzahl der Zwischenerwärmungen des Werkstücks und führt folglich zu einer Verkürzung des technologischen Produktionszyklus. Durch die Verringerung der Anzahl der Schmiededurchgänge und die Reduzierung der Anzahl der Zwischenerwärmungen des Werkstücks erhöht sich die Produktivität des Schmiedeprozesses in der Vier-Gesenk-Schmiedevorrichtung im Vergleich zum Schmieden mit zwei Gesenken um das 1,5- bis 3,0-fache, abhängig vom Ausgangswerkstück und dem resultierenden Schmiedestück.
Energieverbrauch
Der Energieverbrauch beim Schmieden in einem Vier-Gesenk-Schmiedeblock wird im Vergleich zum traditionellen Schmieden mit zwei Gesenken durch eine wirtschaftlichere Art der Durchführung des Schmiedens reduziert, bei der praktisch keine seitliche Ausbreitung des Metalls stattfindet und das gesamte verformte Metallvolumen bei jeder einzelnen Reduktion in Richtung der Längsachse des Werkstücks bewegt wird. Die Anzahl der Schmiededurchgänge wird dadurch mehrfach reduziert.
Auf dem Schmiedekomplex AKP 500/2,5, der eine 5-MN-Schmiedepresse und einen Manipulator mit einer Tragfähigkeit von 2,5 Tonnen umfasst, wurden mehrere Werkstücke geschmiedet, um den Energieverbrauch zu bestimmen. Die Maschinenzeit für das Schmieden eines Werkstücks aus 40KhN-Stahl mit einem Durchmesser von 210 mm und einer Länge von 1070 mm zu einem Schmiedestück mit einem Durchmesser von 95 mm auf der AKP 500/2,5-Schmiedeeinheit betrug 18 Minuten 25 Sekunden beim Schmieden in Vollgesenken und 7 Minuten 15 Sekunden beim Schmieden im Vier-Gesenk-Schmiedeblock, was bei der Umrechnung auf die Produktion von 1 Tonne Schmiedestücken 1,04 bzw. 0,42 Stunden Maschinenzeit ergibt. Folglich betrug unter diesen Bedingungen die Produktivität des Schmiedens in Vollgesenken 0,96 Tonnen Schmiedestücke pro Stunde, und die Produktivität des Schmiedens im Vier-Gesenk-Schmiedeblock betrug 2,38 Tonnen Schmiedestücke pro Stunde.
Durch die Steigerung der Schmiedeproduktivität verringerte sich der Stromverbrauch für das Schmieden. Der Stromverbrauch für die Herstellung von 1 Tonne Schmiedestücken beim Schmieden in Vollgesenken betrug in diesem Fall 380 kWh und beim Schmieden im Vier-Gesenk-Schmiedeblock 153,5 kWh. Beim Übergang vom Schmieden in Vollgesenken zum Schmieden im Vier-Gesenk-Schmiedeblock betrug die Stromeinsparung bei der Herstellung einer Tonne Schmiedestücke somit 226,5 kWh.
Ein ähnliches Werkstück wurde auf einer Vier-Gesenk-RSM Modell SX26 geschmiedet. Die Maschinenzeit für das Schmieden bei der Herstellung einer Tonne Schmiedestücke auf der RSM betrug 0,45 Stunden. Der Stromverbrauch bei der Herstellung von 1 Tonne Schmiedestücken auf der RSM betrug 172 kWh, was 18,5 kWh mehr ist als beim Schmieden auf einer Presse im Vier-Gesenk-Schmiedeblock.
Durch die Reduzierung der Anzahl der Schmiededurchgänge im Vier-Gesenk-Schmiedeblock auf der Schmiedepresse und den Effekt der Verformungserwärmung ist es möglich, mehrere zusätzliche Zwischenerwärmungen, die beim Schmieden mit zwei Gesenken verwendet werden, zu eliminieren oder vollständig auf sie zu verzichten. Das Streckungsverhältnis für eine Erwärmung eines Blocks oder Werkstücks kann zwischen 4 und 9 liegen.
Dies ermöglicht eine erhebliche Reduzierung des Erdgasverbrauchs. Zum Beispiel verringert sich bei der Herstellung von 1 Tonne Schmiedestücken beim Schmieden von Blöcken aus Werkzeugstahl im Vier-Gesenk-Schmiedeblock auf der AKP 500/2,5-Schmiedeeinheit der Erdgasverbrauch um 120-230 m³.
Metallersparnis
Das vierseitige Reduktionsschema im Vier-Gesenk-Schmiedeblock mit speziell konstruierten Gesenken sorgt für Druckspannungen in der Oberflächenzone des Werkstücks, was das Schmieden ohne Oberflächendefekte ermöglicht. Dadurch wird die Entfernung der defekten Oberflächenschicht des Metalls während der Anpassungsbearbeitung reduziert, was die Ausbeute an brauchbarem Metall erhöht. Darüber hinaus reduziert die Verringerung der Anzahl zusätzlicher Erwärmungen des Werkstücks die Metalloxidation (um 2-2,5% bei jeder neuen Erwärmung), was ebenfalls die Ausbeute an brauchbarem Metall erhöht.
Vom Autor durchgeführte Studien haben gezeigt, dass beim Schmieden von 7-10-Tonnen-Blöcken aus Konstruktions- und Werkzeugstählen auf einer 20-MN-Presse in einem Vier-Gesenk-Schmiedeblock vorhandene Oberflächendefekte in Form von Rissen während des Schmiedens nicht in die Tiefe wuchsen, sondern im Gegenteil mit zunehmendem Reduktionsverhältnis aufgrund ihrer Streckung in Richtung der Längsachse des Werkstücks abnahmen [1]. Experimentelles Schmieden von Blöcken aus 08Kh18N10T-, EI696A- und EI703-Stählen im Vier-Gesenk-Schmiedeblock auf einer 20-MN-Presse für das metallurgische Werk JSC "Elektrostal" zeigte:
- die Schmiedetechnologie im Schmiedeblock ermöglichte es, sogar Blöcke aus EI696A- und EI703-Stählen zu schmieden, die aufgrund von Oberflächendefekten ausgesondert worden waren, und gute Schmiedestücke zu erhalten. Beim Schmieden solcher Blöcke unter Verwendung der traditionellen Technologie mit zwei Gesenken im JSC "Elektrostal"-Werk wäre das Metall aufgrund von Rissen ausgesondert worden;
- im Vergleich zum Schmieden mit zwei Gesenken wurden zwei zusätzliche Erwärmungen der Werkstücke eliminiert;
- die Qualität des Metalls (mechanische Eigenschaften, Makro- und Mikrostruktur) entsprach der normativen und technischen Dokumentation und lag auf dem Niveau des auf der Presse auf traditionelle Weise geschmiedeten Metalls. Die Untersuchung der Metallqualität wurde im zentralen Forschungslabor von JSC "Elektrostal" durchgeführt.
Das Schmieden in Vier-Gesenk-Schmiedeblöcken sorgt für eine erhöhte Maßgenauigkeit der Schmiedestücke. Dies ermöglicht bei Verwendung der neuen Schmiedemethode im Produktionszyklus von Maschinenbauunternehmen die Reduzierung der Zugaben für Schmiedestücke um 30-50%, wodurch der Metallnutzungskoeffizient erhöht sowie der Energieverbrauch bei der mechanischen Bearbeitung von Schmiedestücken und der Verbrauch von Schneidwerkzeugen reduziert werden.
Metallqualität und Schmiedegenauigkeit
Der effektive Betrieb des Vier-Gesenk-Schmiedeblocks ist nur bei Verwendung neuer Methoden des Schmiedens mit vier Gesenken möglich, die speziell für dieses Werkzeug entwickelt wurden. Die Grundlage der Technologie ist eine Schmiedemethode, die die Reduzierung des Werkstücks mit zwei Gesenkepaaren, die in zwei zueinander senkrechten Ebenen angeordnet sind, mit gleichzeitiger Anwendung von normaler Reduktionskraft und Scherkraft in Richtung des unteren Gesenks, Vorschub und Drehen des Werkstücks nach jedem Durchgang um einen Winkel von 45° umfasst [2]. In diesem Fall kann es, abhängig von den Querschnittsabmessungen des Blocks und des fertigen Schmiedestücks, mehrere Methoden des Schmiedens mit vier Gesenken im Schmiedeblock geben. Eine der Technologien sieht alternierende Zwischendurchgänge von Werkstücken mit quadratischen und achteckigen Querschnitten vor.
Für eine intensivere Verformungsbearbeitung der Gussmetallstruktur wird der Block mit solchen Verformungsgraden reduziert, dass ein Teil des Metalls in den Raum zwischen den Gesenken verdrängt wird. Infolgedessen tritt eine zusätzliche Scherverformung der Metallvolumina im Bereich des reduzierten Werkstücks auf. Nach dem Drehen des Werkstücks um einen Winkel von 45° werden die verdrängten Metallvolumina mit einem hohen Verformungsgrad in das Werkstück gepresst, wodurch eine intensive Verformungsbearbeitung der Gussmetallstruktur des Werkstücks, einschließlich der axialen Zone, gewährleistet wird. Ein solches Vier-Gesenk-Reduktionsschema erzeugt Druckspannungen nicht nur auf der Oberfläche, sondern auch im gesamten Querschnitt des Werkstücks, was zu einer Verringerung der Dicke der defekten Oberflächenschicht des Metalls (oder ihrem vollständigen Fehlen) sowie zur Beseitigung innerer Defekte in der Gussmetallstruktur führt. Vom Entwickler durchgeführte Studien haben gezeigt, dass das Schmieden von 7-10-Tonnen-Blöcken aus Kohlenstoffstählen auf einer 20-MN-Presse in einem Schmiedeblock die Herstellung von Schmiedestücken ohne innere Poren und entsprechend hohen Indikatoren für die Qualität der Metallmikrostruktur bei einem Block-Reduktionsverhältnis von 3,1-3,8 gewährleistet [4]. Im Vier-Gesenk-Schmiedeblock erhaltene Schmiedestücke zeichneten sich nicht nur durch hohe Metallqualität, sondern auch durch hohe Genauigkeit aus. Die Kalibrierung von Schmiedestücken im Vier-Gesenk-Schmiedeblock mit speziell konstruierten Gesenken ermöglicht es, Toleranzen um das 2- bis 2,5-fache und Zugaben um das 1,5-fache im Vergleich zum traditionellen Schmieden mit zwei Gesenken zu reduzieren und Stangen mit einer Oberflächenrauheit zu erhalten, die sich der von durch Walzen erhaltenen Werkstücken nähert. Dies ermöglichte eine Einsparung von bis zu 50 kg Metall pro Tonne Schmiedestücke mit einem Durchmesser von 300-370 mm.
Zur Bestimmung des Verformungseffekts des Schmiedens wurde in Arbeit [5] eine experimentelle Untersuchung der Endverformungen in einem Schmiedestück durchgeführt, das in einem Vier-Gesenk-Schmiedeblock aus einem Werkstück mit rundem Querschnitt erhalten wurde, in dem ein Koordinatengitter mit Längsanordnung der Stäbe platziert wurde. Es wurde festgestellt, dass selbst bei kleinen Reduktionsverhältnissen (K = 1,56-2,49) ein Anstieg der Dehnungsintensität in der axialen Zone des Schmiedestücks zu verzeichnen ist (Abb. 5). Dies bestätigt erneut die Wirksamkeit der angenommenen Schmiedeschemata in Vier-Gesenk-Schmiedeblöcken.
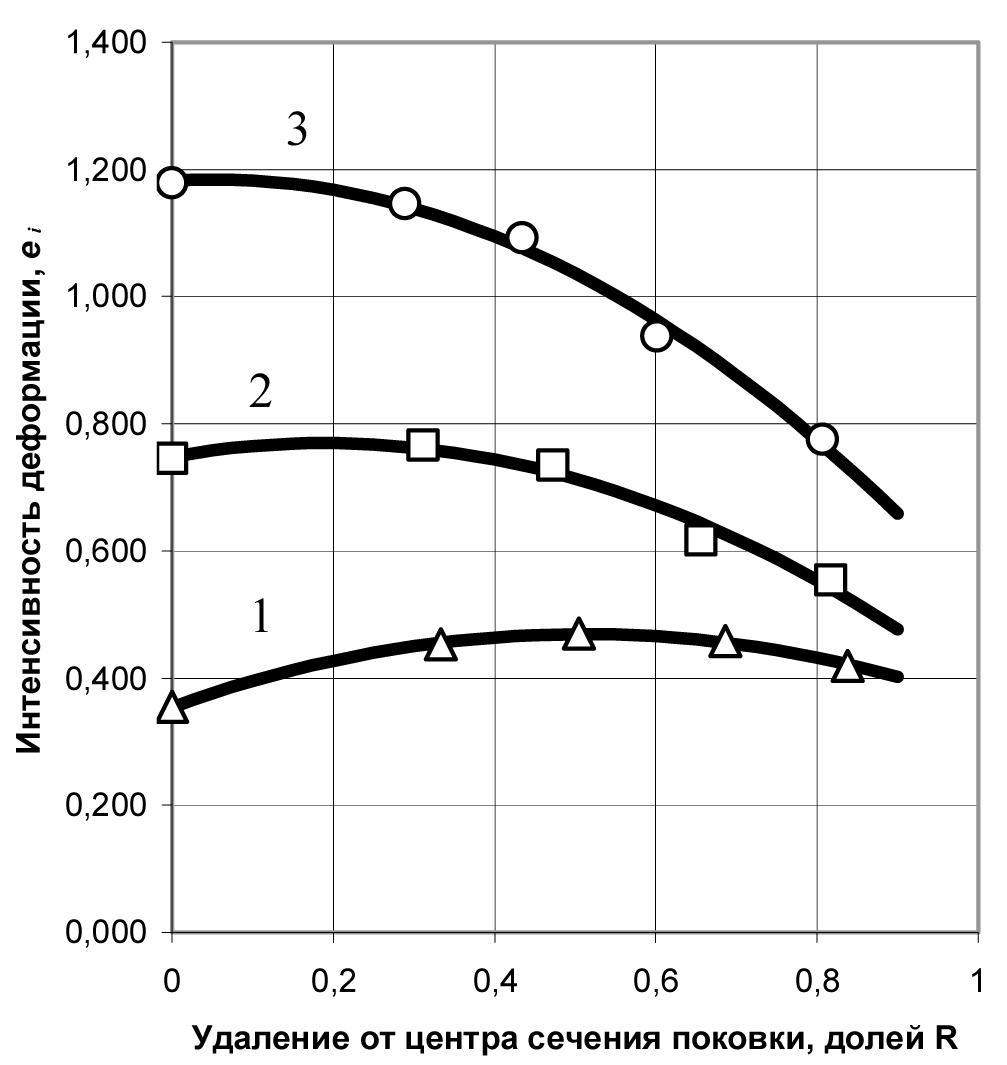
Abb.5. Änderung der Dehnungsintensität über den Querschnitt eines Schmiedestücks, das mit verschiedenen Reduktionsverhältnissen geschmiedet wurde: 1- Schmiedestückquerschnittsdurchmesser - 105 mm, Reduktionsverhältnis - 1,56; 2 - Schmiedestückquerschnittsdurchmesser - 93 mm, Reduktionsverhältnis - 1,98; Schmiedestückquerschnittsdurchmesser - 83 mm, Reduktionsverhältnis - 2,49
Um die Effektivität des Schmiedens im Vier-Gesenk-Schmiedeblock zu bestimmen, wurde auch eine vergleichende Untersuchung der Metallqualität in Schmiedestücken durchgeführt, die auf einer hydraulischen Schmiedepresse und auf einer RSM nach der im metallurgischen Werk JSC "Dneprospetsstal" angewandten Technologie geschmiedet wurden [6]. Untersuchungen der Mikrostruktur von Schmiedestücken mit einem Durchmesser von 122 mm aus Kh12MF-Stahl, die mit zwei Technologien hergestellt wurden, zeigten, dass das Schmieden von Werkstücken im Vier-Gesenk-Schmiedeblock eine signifikante Reduzierung der Karbidheterogenität im gesamten Querschnitt des Schmiedestücks gewährleistet, nämlich: von 32 auf 13 Punkte in der Oberflächenschicht, von 35 auf 14 Punkte in der Mitte des Radius und von 35 auf 14 Punkte im Zentrum des Schmiedestückquerschnitts gemäß der "Böhler"-Skala, Österreich. Gleichzeitig ist im auf der RSM geschmiedeten Schmiedestück die Metallmikrostruktur deutlich schlechter: Die Karbidheterogenität in der Mitte des Radius beträgt 24 Punkte und im Zentrum des Querschnitts 34 Punkte.
In Arbeit [7] wurden die Hauptindikatoren der Mikrostrukturqualität (Morphologie, Dispersion und Verteilung von Karbidphasen) und Eigenschaften von geschmiedeten Werkstücken aus komplexlegierten Stählen und Legierungen untersucht, die durch Schmieden im Vier-Gesenk-Schmiedeblock auf dem AKP-500/2,5-Schmiedekomplex, der eine 5-MN-Presse umfasst, hergestellt wurden. Studien haben gezeigt, dass durch intensives radial-schiebendes Schmieden von Werkstücken aus V11M7K23-MOD- und USP18K23-MOD-PM-Legierungen eine gleichmäßige Verteilung von feinen intermetallischen Phasen vom Typ (Fe, Co)7,(W, Mo)6 und Laves-Phasen vom Typ Fe2W(Mo) gewährleistet wird. Geschmiedete Werkstücke aus diesen Legierungen weisen hohe Werte für Härte nach dem Härten und Altern (69-70 HRC), Biegefestigkeit (σBiegung = 2300-2600 MPa) und Warmfestigkeit (690-700°C) auf. Darüber hinaus zeigten in dieser Arbeit durchgeführte Studien, dass beim Schmieden mit zwei Gesenken in einem Werkstück aus P12M3K8F2-Stahl mit einem Durchmesser von 80-100 mm die Karbidheterogenität innerhalb von Grad 5-6 bleibt. Das Schmieden desselben Stahls im Vier-Gesenk-Schmiedeblock gewährleistete eine Reduzierung der Karbidheterogenität auf Grad 3-4 in Werkstücken mit einem Durchmesser von 80-100 mm. Gleichzeitig wurde im Vergleich zur traditionellen Methode des Schmiedens mit zwei Gesenken eine tiefe Bearbeitung des Metalls im gesamten Querschnitt des Werkstücks erreicht.
In einem Bericht, der auf dem 17. Internationalen Treffen der Schmiedemeister (Spanien, Santander, 3.-7. November 2008) von J.P. Gonzalez, P.F. David, J. Cordon, J.M. Llanos von der Firma SIDENOR (Spanien, Reynosa) vorgestellt wurde, wird festgestellt, dass die Konstruktion der Vier-Gesenk-Radialschmiedevorrichtung den Effekt des Verdrehens des Materials erzeugt, was zu einer verbesserten Makrostruktur der Schmiedestücke führt [8]. Basierend auf Computermodellierung mit der Finite-Elemente-Methode und durchgeführten experimentellen Untersuchungen wurde gezeigt, dass die Verwendung einer Vier-Gesenk-Radialschmiedevorrichtung einen positiven Einfluss auf die Verteilung der Verformungen über den Querschnitt des Werkstücks hat und auch die Beseitigung von Defekten metallurgischen Ursprungs (z.B. Hohlräume, Schwindungslunker) gewährleistet. Der Vier-Gesenk-Schmiedeblock, an dem die Forschung durchgeführt wurde, ist seit 2003 bei der Firma SIDENOR auf einer 20-MN-Presse in Betrieb und wird zum Schmieden von Blöcken mit einem Gewicht von 5 bis 7 Tonnen aus Kohlenstoff-, legierten, Konstruktions- und Werkzeugstählen verwendet [9].
Für das Unternehmen JSC "VILS" wurde das Schmieden von Blöcken aus 2V-, EP742ID- und EI698VD-Legierungen im Vier-Gesenk-Schmiedeblock auf einer 20-MN-Presse in der Schmiede von JSC "Tyazhpressmash" getestet. Die Ergebnisse der Untersuchung der Qualität von geschmiedeten Stangen, die bei JSC "VILS" durchgeführt wurden, zeigten, dass ihre geometrische Form, Grenzenabweichungen bei den Durchmessern und Makrostruktur vollständig den Anforderungen für solche Halbfabrikate entsprechen. Die Bearbeitung der Metallstruktur wird aufgrund zusätzlicher Scherverformungen gewährleistet, die durch die Konstruktion des Geräts und die Schmiedetechnologie erzeugt werden. Als Ergebnis der durchgeführten Arbeit wurde auch festgestellt, dass die Hauptvorteile des Schmiedens solcher Legierungen auf dem Schmiedeblock sind:
- Erhöhung der Produktivität des Schmiedeprozesses um das 1,5- bis 2-fache;
- Erhöhung der Genauigkeit der Abmessungen der Stangen durch Reduzierung des Toleranzfeldes um das 2-fache.
Seit 2005 sind im Unternehmen JSC "Tyazhpressmash" Vier-Gesenk-Schmiedeblöcke auf zwei Pressen mit einer Kraft von 20 MN in Betrieb, in denen Blöcke mit einem Gewicht von 5 bis 10 Tonnen aus Kohlenstoff-, Konstruktions-, legierten und Werkzeugstählen geschmiedet werden. Während des Betriebs der Schmiedeblöcke wurden mehr als 40.000 Tonnen Schmiedestücke geschmiedet, hauptsächlich für den Export.
Die Erfahrung mit dem Betrieb von Schmiedeblöcken auf Pressen mit einer Kraft von 20 MN zeigte Folgendes:
1. Die Produktivität des Schmiedeprozesses erhöhte sich im Durchschnitt um das 2-fache im Vergleich zum traditionellen Schmieden von Blöcken mit zwei Gesenken auf derselben Presse.
2. Die Ausbeute an brauchbarem Metall bei der Herstellung von Schmiedestücken mit der Schmiedetechnologie in Schmiedeblöcken erhöhte sich um 10-12%.
3. Die Kalibrierung von Schmiedestücken in Schmiedeblöcken ermöglichte die Herstellung von Schmiedestücken mit erhöhter Genauigkeit.
4. Der Gasverbrauch verringerte sich um 25-30% infolge des Ausschlusses zusätzlicher Erwärmungen der Werkstücke.
Der langfristige Betrieb von Vier-Gesenk-Schmiedeblöcken unter industriellen Bedingungen auf Schmiedepressen mit einer Kraft von 20 MN hat die hohe Zuverlässigkeit der entwickelten Gerätekonstruktion gezeigt.
Berechnungen des wirtschaftlichen Effekts aus der Verwendung des Vier-Gesenk-Schmiedeblocks bei der Herstellung von Schmiedestücken aus Konstruktions-, legierten und Werkzeugstählen auf einer 20-MN-Presse zeigten, dass die Einsparungen durch Kostenreduzierung 5.000-13.000 Rubel/Tonne im Vergleich zur traditionellen Technologie des Schmiedens von Blöcken auf Pressen betragen, und die Amortisationszeit für die Kosten 1-4 Monate beträgt.
Seit 2005 wurden 4 Schmiedeblöcke in russischen Fabriken entworfen und installiert: JSC "Bummash", VSMPO AVISMA Corporation, LLC "SSM Tyazhmash", wo sie erfolgreich arbeiten.
Somit hat die Technologie des Schmiedens in Vier-Gesenk-Schmiedeblöcken erhebliche technische und wirtschaftliche Vorteile im Vergleich zu weit bekannten traditionellen Freiformschmiedetechnologien.
Literaturverzeichnis
1. Volodin A.M., Lazorkin V.A. - Erste industrielle Vier-Gesenk-Schmiedeblöcke zum Schmieden von Stählen und Legierungen auf hydraulischen Schmiedepressen// Eisenmetalle. 2008, Februar. S.14-19.
2. UdSSR-Autorenzertifikat Nr.1639860, ICI B21 J1/04, 1989, Verfahren zum Schmieden von Werkstücken in einer Vier-Gesenk-Schmiedevorrichtung.
3. Volodin A.M., Lazorkin V.A., Bogdanovsky A.S. - Radialschmieden von Blöcken in Vier-Gesenk-Schmiedevorrichtungen auf hydraulischen Schmiedepressen - die Grundlage für die Schaffung neuer automatisierter Schmiedekomplexe// Schmiede- und Stanzproduktion. Metallumformung. 2005. Nr.10. S.36-39.
4. Volodin A.M., Lazorkin V.A., Sorokin V.A., Petrov N.P. - Neue Technologien und Geräte zum Radialschmieden von Blöcken// Schmiede- und Stanzproduktion. Metallumformung. 2006. Nr.10. S.22-27.
5. Melnikov Yu.V. Experimentelle Untersuchung von Endverformungen in einem Schmiedestück, das durch vierseitiges Radialschmieden mit zusätzlichen Makroschiebungen erhalten wurde // Neue Materialien und Technologien in der Metallurgie und im Maschinenbau - 2004. - Nr.2. - S. 75-78.
6. Lazorkin V.A., Yatsenko R.V., Melnikov Yu.V. Qualität von Schmiedestücken, die durch Radialschmieden auf einer hydraulischen Schmiedepresse hergestellt werden //Schmiede- und Stanzproduktion. Metallumformung. 2005. Nr.5. S.8-11.
7. Artamonov Yu.V., Bedrosova L.V., Zubkova V.T., Melnikov Yu.V. Mikrostruktur und Eigenschaften von komplexlegierten Werkzeugstählen und Legierungen, die unter Verwendung einer Vier-Gesenk-Schmiedevorrichtung auf einer AKP-500-Presse hergestellt wurden// Metallkunde und Wärmebehandlung von Metallen. 2008. Nr.7. S.15-17.
8. Gonzalez J.R., David P.F., Gordon J., Llanos J.M. Fem simulation of the new radial forging device process at Sidenor. Proc. 17th IFM 2008, November. 3-7, Santander, Spain, p. 237-243.
9. Ukrainisches Patent Nr.34978 vom 27.07.1999, ICI B21 J1/04, 13/03. Verfahren zum Schmieden von Werkstücken und Vier-Gesenk-Schmiedevorrichtung für dessen Umsetzung.
_1743074448.jpg&description=Es wurde eine vergleichende Analyse zweier Verfahren zur Herstellung von Schmiedestücken mit einem Durchmesser von 150 mm aus einem Rohling mit einem Durchmesser von 350 mm durchgeführt. Nach der ersten Technologie wurde ein Werkstück aus Schnellarbeitsstahl auf einer Presse mit zwei Schnittgesenken geschmiedet, nach der zweiten Technologie im FDFD-Verfahren.){kind=link}