Neue Technologien zum Schmieden von Blöcken und Rohlingen mit vier Gesenken in Freiformschmiedepressen
Zusammenfassung
In jüngster Zeit werden die Technologien des Schmiedens mit vier Gesenken zunehmend in der Industrie eingesetzt, da die Nachfrage nach komplexeren und schwereren Langschmiedeteilen wächst. Es gibt zwei Technologien zum Schmieden von Blöcken mit vier Gesenken, die unabhängig voneinander entwickelt wurden. Die erste ist eine konventionelle Technologie, bei der leistungsstarke Radialschmiedemaschinen (RSM) eingesetzt werden. Die zweite Technologie basiert auf der Verwendung von Freiformschmiedepressen und speziellen Vier-Gesenk-Schmiedevorrichtungen.
Dieser Artikel befasst sich mit der Technologie des Schmiedens mit vier Gesenken unter Verwendung von Vier-Gesenk-Schmiedevorrichtungen in Freiformschmiedepressen. Es werden neue Technologien des Schmiedens in Vier-Gesenk-Schmiedevorrichtungen gezeigt, die erstmals von JSC Tyazhpressmash eingesetzt wurden, einschließlich jener, die zur Herstellung schwerer Hohlschmiedestücke verwendet werden.
Anhand von industriellen Untersuchungen wurde bestätigt, dass der Einsatz einer Vier-Gesenk-Schmiedevorrichtung eine hohe Prozessproduktivität, isotherme Schmiedebedingungen und eine intensive Verformungsbearbeitung der Metallstruktur durch zusätzliche Schubverformungen gewährleistet.
Es wurde festgestellt, dass das Schmieden von rostfreien, Werkzeug-, Gesenk-, Schnellarbeits-, Titan-, hitzebeständigen und hochtemperaturbeständigen Stählen und Legierungen in der Vier-Gesenk-Schmiedevorrichtung eine mindestens doppelte Steigerung der Produktivität, geringere Metallverluste, bessere Oberflächen- und Tiefenqualität des Metalls im Vergleich zur konventionellen Technologie des Schmiedens mit zwei Gesenken gewährleistet.
Die industrielle Produktion von Vier-Gesenk-Schmiedevorrichtungen für Freiformschmiedepressen mit 5 bis 45 MN wurde beherrscht. Perspektiven für die Entwicklung des Vier-Gesenk-Schmiedens mit Einsatz neuer Schmiedevorrichtungen wurden skizziert.
Einleitung
Bis vor kurzem umfassten die Prozesse des Schmiedens mit vier Gesenken nur die Prozesse des Radialschmiedens in Radialschmiedemaschinen (RSM). Inzwischen hat sich die Situation geändert, obwohl die meisten Produkte, die mit vier Gesenken geschmiedet werden, immer noch in RSM hergestellt werden.
In den späten 60er bis frühen 70er Jahren des letzten Jahrhunderts, als neue leistungsstarke Radialschmiedemaschinen mit 6,5 bis 25 MN pro Gesenk gebaut wurden, begann man sie für das Radialschmieden von großen Blöcken und kontinuierlich gegossenen Knüppeln aus verschiedenen Materialien, einschließlich hochlegierter Stähle und Legierungen, einzusetzen. Die weltweit führenden Hersteller von Radialschmiedemaschinen wie GFM GmbH (Österreich), SMS Meer GmbH (Deutschland) und Danieli (Italien) erzielten große Erfolge bei der Entwicklung modernster RSM zum Schmieden von Blöcken, sowohl massiven als auch hohlen, mit bis zu 850 mm Durchmesser, wodurch nicht nur eine hohe Schmiederate, sondern auch eine gute Qualität der Schmiedestücke gewährleistet wurde [1].
Der aktuelle Stand der Technik zeigt, dass eine kontinuierliche Nachfrage nach großen Maschinen und Anlagen besteht, die Langschmiedeteile, sowohl massive als auch hohle, von zunehmend größerer Abmessung und Gewicht erfordern. Seit die GPM GmbH jedoch 30-MN-RSM entwickelt hat, hat sich die weitere Herstellung solcher und leistungsstärkerer Maschinen verlangsamt. Es scheint, dass wir dabei sind, die Kapazitätsgrenze solcher Maschinen und die Größe der von ihnen hergestellten Schmiedestücke zu erreichen. Solche Maschinen kosten mehrfach so viel wie vergleichbare Freiformschmiedepressen. Sie sind bei der Herstellung einzigartiger schwerer Schmiedestücke, die nur in kleinen Mengen benötigt werden, kaum kosteneffektiv.
Daher wurden in der zweiten Hälfte des 20. Jahrhunderts viele Versuche unternommen, Freiformschmiedepressen für das Vier-Gesenk-Schmieden anzupassen. Allerdings erschienen die ersten betriebsfähigen Konstruktionen von Vier-Gesenk-Schmiedevorrichtungen vom Industrietyp, die für das Vier-Gesenk-Schmieden von Blöcken in Freiformschmiedepressen bestimmt waren, erst vor kurzem (Abb. 1 bis 3) [2, 3].

Abb. 1. Vier-Gesenk-Schmiedevorrichtung für eine 45-MN-Freiformschmiedepresse

Abb. 2. Schmieden eines 10-t-Blocks aus Werkzeugstahl in der Vier-Gesenk-Schmiedevorrichtung (25-MN-Presse)

Abb. 3. Vier-Gesenk-Schmiedevorrichtung im Betrieb mit einer 45-MN-Freiformschmiedepresse
Schmieden mit Verwendung von Vier-Gesenk-Schmiedevorrichtungen in Freiformschmiedepressen
Bei der Konstruktion der Vier-Gesenk-Schmiedevorrichtung bestand das Ziel nicht einfach darin, die bekannte Technologie des Vier-Gesenk-Schmiedens in RSM zu kopieren, sondern die effizienteste Technologie zu entwickeln, indem alles Beste aus dem Radialschmieden übernommen wurde.
Wenn das Werkstück in der RSM von vier Seiten reduziert wird, bewegen sich alle Gesenke auf die gleiche Weise (radial), die seitliche Verbreiterung ist fast nicht vorhanden und das gesamte Metall fließt in Längsrichtung, wodurch eine hohe Schmiederate gewährleistet wird. Auf der Werkstückoberfläche werden Druckspannungen erzeugt, die Risse in der oberflächlichen Metallschicht verhindern, und anfänglich vorhandene Oberflächendefekte werden mit fortschreitendem Schmiedeprozess in ihrer Tiefe reduziert. Diese symmetrische vierseitige Reduktion mit begrenzter Freiheit des Metallflusses in die Zwischenräume zwischen den Gesenken erzeugt jedoch keine signifikanten Schubverformungen im Werkstückquerschnitt. Dies führt dazu, dass bei RSM ein viel höheres Schmiedereduktionsverhältnis erforderlich ist als bei Pressen und Hämmern, um eine vergleichbare Metallqualität der Schmiedestücke aus gleichwertigem Ausgangsmaterial zu erhalten.
Bei der entwickelten Konstruktion der Vier-Gesenk-Schmiedevorrichtung bleibt das untere Gesenk (1) immer stationär, zwei seitliche Gesenke (2, 4) bewegen sich gleichzeitig zum Werkstückzentrum (5) und zum unteren Gesenk, und das obere Gesenk (3) legt die doppelte Strecke zurück, die jedes seitliche Gesenk in radialer Richtung zurücklegt (Abb. 4). Diese Schmiedeanordnung ermöglicht es, zwei Aufgaben gleichzeitig zu erfüllen: Druckspannungen auf der Werkstückoberfläche zu erzeugen und Schubverformungen im Werkstückquerschnitt zu induzieren.
Darüber hinaus ermöglicht eine Freiformschmiedepresse das Schmieden mit beliebigen Reduzierungen, die nur durch die Pressenkapazität und den Arbeitsraum begrenzt sind. Daher kann bei der Schmiedung in der Vier-Gesenk-Schmiedevorrichtung ein Block so reduziert werden, dass ein Teil des Metalls in die Zwischenräume zwischen den Gesenken gedrängt wird, um die Verformungsbearbeitung der Gussmetallstruktur zu intensivieren. Infolge solcher Reduzierungen entwickeln sich im Werkstück zusätzliche Schubverformungen. Nach dem Drehen des Werkstücks um 45° werden die so erhaltenen Metallvorsprünge in radialer Richtung des Werkstücks zurückgedrängt, wodurch die Durchdringung von Schubverformungen durch seinen gesamten Querschnitt ermöglicht wird.
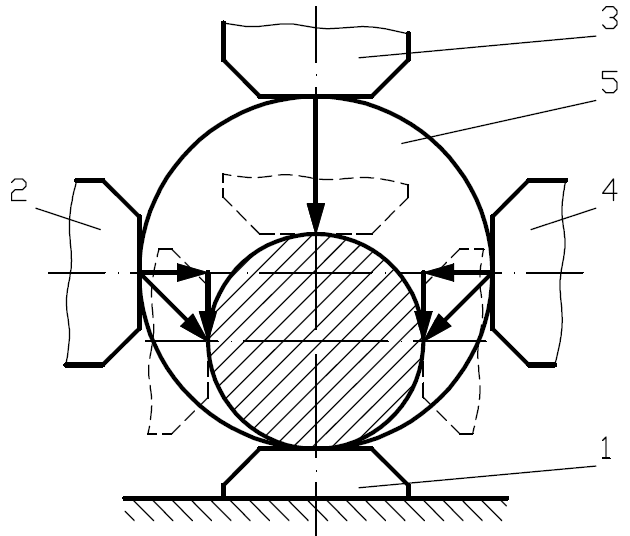
Abb. 4. Schema der Werkstückreduktion in der Schmiedevorrichtung
Produktivität
Die Produktivität des Schmiedens in der Vier-Gesenk-Schmiedevorrichtung hängt vom Schmiedeschema, vom Blockgewicht und vom Reduktionsverhältnis ab, das erforderlich ist, um aus einem gegebenen Block ein Schmiedestück mit den erforderlichen Abmessungen zu erhalten (Abb. 5). Abbildung 5 liefert Daten zur Schmiedeproduktivität für drei Blocktypen - 5 t (Schema Nr. 1,4), 7 t (Schema Nr. 2, 5) und 10 t (Schema Nr. 3, 6) aus 40XH-Stahl (Analogon zu AISI 3140) in einer 25-MN-Freiformschmiedepresse. Die Schmiedeschemata Nr. 1 bis 3 sind Schemata, bei denen das Metall nicht in die Zwischenräume zwischen den Gesenken gedrängt wird, während die Schmiedeschemata Nr. 4 bis 6 durch das Drängen des Metalls in die Zwischenräume zwischen den Gesenken gekennzeichnet sind.
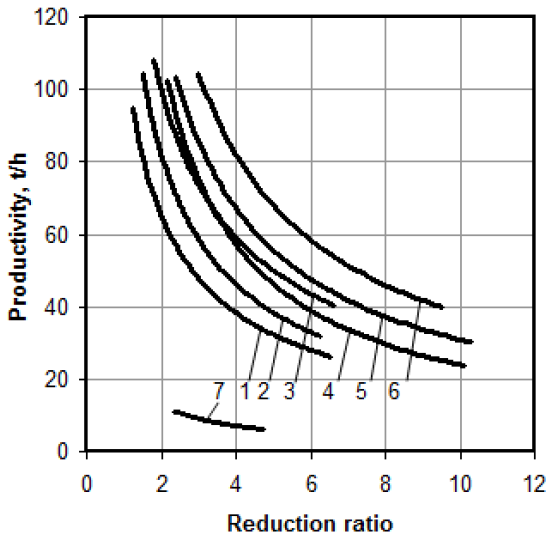
Abb. 5. Produktivität des Schmiedens von Blöcken unterschiedlichen Gewichts in Abhängigkeit vom Reduktionsverhältnis
Die Schmiedeschemanummern entsprechen den Kurvennummern in Abb. 5.
Schema Nr. 1:
Ø750 mm → 750x670 mm → 670x670 mm → 670x640 mm → 640x610 mm → 610x560 mm → 560x490 mm → 490x400 nm → 400x300 mm → 300x300 → Ø300 mm (10 Durchgänge).
Schema Nr. 2:
Ø850 mm → 850x780 mm → 780x740 mm → 740x700 mm → 700x630 mm → 630x540 mm → 540x420 mm → 420x350 mm → 350x350 mm → Ø350 mm (9 Durchgänge).
Schema Nr. 3:
Ø1000 mm → 1000x900 mm → 900x900 mm → 900x850 mm → 850x800 mm → 800x700 mm → 700x600 mm → 600x440 mm → 440x400 mm → Ø400 mm (9 Durchgänge).
Schema Nr. 4:
Ø750 mm → 760x550 mm → 550x540 mm → 540x440 mm → 440x380 mm → 380x310 mm → 310x240 mm → 240x240 mm → Ø240 mm (8 Durchgänge).
Schema Nr. 5:
Ø850 mm → 860x600 mm → 600x560 mm → 560x520 mm → 520x470 mm → 470x400 mm → 400x280 mm → 280x270 mm → Ø270 mm (8 Durchgänge).
Schema Nr. 6:
Ø1000 mm → 1005x750 mm → 750x720 mm → 720x700 mm → 700x530 mm → 530x430 mm → 430x320 mm → 320x320 mm → Ø320 mm (8 Durchgänge).
Abbildung 5 zeigt, dass das Schmieden mit Metalldrängen in die Zwischenräume zwischen den Gesenken (Schemata Nr. 4 bis 6) eine viel höhere Prozessproduktivität aufweist als das Schmieden ohne dieses Verfahren (Schemata Nr. 1 bis 3). Außerdem steigt die Produktivität mit zunehmendem Blockgewicht.
Kurve 7 (Abb. 5) stellt die Beziehung zwischen der Produktivität des Schmiedens eines 5-t-Blocks mit zwei Gesenken in einer 25-MN-Presse und dem Reduktionsverhältnis dar. Der Vergleich der beiden Blockschmiedeprozesse zeigt, dass die Produktivität des Schmiedens in der Vier-Gesenk-Schmiedevorrichtung mindestens 4,5-mal höher ist als die des konventionellen Zwei-Gesenk-Schmiedeprozesses.
Bei der Auswahl eines Schmiedeschemas muss die für jede Operation erforderliche Schmiedekraft berechnet werden. Die Schmiedekraft darf die maximal zulässige Kraft der für das Schmieden zu verwendenden Freiformschmiedepresse nicht überschreiten. Die Berechnung der Schmiedekraft für die Vier-Gesenk-Schmiedevorrichtung unterscheidet sich stark von der Berechnung der Kräfte für andere Vier-Gesenk-Schmiedeprozesse. Auf der Grundlage der Analyse der Kraftverteilung in der Schmiedevorrichtung und des Spannungs- und Dehnungszustands des Metalls wurden Gleichgewichtsgleichungen aufgestellt, nach deren Lösung die folgende Formel zur Bestimmung der erforderlichen Kraft am Pressenstößel (P) erhalten wurde:
 (1)
(1)
wobei
 - Spannungszustandskoeffizienten;
- Spannungszustandskoeffizienten; - durchschnittliche Länge der geometrischen Verformungszone (Vorschub);
- durchschnittliche Länge der geometrischen Verformungszone (Vorschub); - durchschnittliche Breite der geometrischen Verformungszone;
- durchschnittliche Breite der geometrischen Verformungszone; - Widerstand gegen plastische Verformung;
- Widerstand gegen plastische Verformung; - Neigungswinkel der seitlichen Gleitflächen der Schmiedevorrichtung;
- Neigungswinkel der seitlichen Gleitflächen der Schmiedevorrichtung; - Reibungsfaktor für seitliche Gleitflächen der Schmiedevorrichtung.
- Reibungsfaktor für seitliche Gleitflächen der Schmiedevorrichtung.
Formel (1) wurde durch die industrielle Praxis des Schmiedens vieler Blöcke und Rohlinge aus verschiedenen Stählen und Legierungen in 5-, 18-, 20-, 25- und 45-MN-Schmiedepressen bestätigt. Die Abweichungen der experimentellen Daten von den berechneten überschritten nicht 15%, was für die Ingenieurpraxis ausreichend gut ist.
Das Schmieden in der Vier-Gesenk-Schmiedevorrichtung ermöglicht es, die Metalltemperatur des Werkstücks aufgrund der Verformungserwärmung in einem engen Bereich zu halten, da die vierseitige Reduktion viel mehr Wärme erzeugt als die Reduktion mit zwei Gesenken. Dieser Vorteil der Vier-Gesenk-Schmiedevorrichtung wurde durch das erfolgreiche Schmieden von Hochtemperatur-Nickellegierungen bestätigt. Für das Schmieden von hochlegierten Stählen und Legierungen wird jedoch empfohlen, Vier-Gesenk-Schmiedevorrichtungen mit computergestützter Steuerung zu integrieren. Spezifizierte Reduzierungen, Drehungen und Vorschübe können mit Hilfe eines festgelegten Schmiedeprogramms so durchgeführt werden, dass Bedingungen nahe den isothermen erfüllt werden sowie notwendige radiale und Schubverformungen erreicht werden. In diesem Zusammenhang ist eine kontinuierliche Überwachung der Werkstückmetalltemperatur erforderlich, z.B. mit fest installierten Pyrometern. Diese Pyrometer sollen kontinuierlich Daten an den Computer senden, um diese Daten zu verarbeiten und die Schmiedeparameter in Echtzeit anzupassen. Das Schmieden unter isothermen Bedingungen ermöglicht es, fertige Schmiedestücke mit gleichmäßigen Eigenschaften sowohl in Längsrichtung als auch im Querschnitt bei minimaler Zwischenerwärmung des Werkstücks oder ganz ohne diese zu erhalten. Dies führt zu einem geringeren Energieverbrauch, geringeren Metallverlusten durch Zunderbildung, geringerem Zeit- und Arbeitsaufwand. Der isotherme Modus wurde zum Schmieden von 10-t-Blöcken aus 17Г1С, 18ХГ (Analogon zu AISI 5120) und 40ХМА niedriglegiertem Konstruktionsstahl mit Hilfe der Vier-Gesenk-Schmiedevorrichtung in einer 20-MN-Freiformschmiedepresse verwendet. Die Presse wurde manuell gesteuert. Dennoch ermöglichte selbst die manuelle Steuerung das Schmieden im Bereich von 1010 bis 1030°C. Die Blöcke wurden in einer Hitze geschmiedet (Abb. 6).
Qualität der Schmiedestücke aus Werkzeugstählen
Die Metallqualität ist fast immer das Hauptkriterium bei der Auswahl eines Schmiedeverfahrens. Bis zum jetzigen Zeitpunkt wurden zahlreiche Untersuchungen zur Qualität des mit Vier-Gesenk-Schmiedevorrichtungen geschmiedeten Metalls durchgeführt, die die hohe Effizienz des Vier-Gesenk-Schmiedens für eine breite Palette von Stählen und Legierungen zeigen [4].
Es ist bekannt, dass die mechanischen Eigenschaften des Metalls von dem Ausmaß seiner plastischen Verformung und der abschließenden Wärmebehandlung abhängen. Durch Variation von vier Hauptprozessparametern (Dehnungsrate und -grad, Temperatur und Pause nach der Verformung) und der chemischen Zusammensetzung der Legierung kann man den vollständigen Satz struktureller Zustände erhalten, z.B. Kaltverfestigungssubstruktur, polygonale Substruktur, feinkörnige rekristallisierte Struktur. Zusätzlich zu den oben genannten Parametern kann die Metallstruktur effizient gesteuert werden, indem ein bestimmtes Verformungsschema gewählt wird, das zu Schubverformungen im Werkstückmetall führt.
Х12МФ (Analogon zu AISI D2) Werkzeugstahlstäbe mit folgender chemischer Zusammensetzung wurden mit einem Reduktionsverhältnis von 2 in der Vier-Gesenk-Schmiedevorrichtung einer 5-MN-Schmiedepresse und in einer SXP-55-Radialschmiedemaschine geschmiedet:
С - 1,5%, Si - 0,4%, Mn - 0,4%, Cr - 12%, Mo - 0,5%, V - 0,3%.
Abbildung 7 zeigt die Mikrostruktur des Metalls in der Kernzone von Schmiedestücken mit einem Durchmesser von 122 mm, die in der RSM (Abb. 7a) hergestellt wurden, wo viele großformatige Karbide und Karbidcluster beobachtet werden, was ein Beweis für eine schlecht bearbeitete Metallstruktur ist, und in der Schmiedevorrichtung (Abb. 7b), wo die Metallmikrostruktur zahlreiche kleine und mittelgroße Karbide aufweist, die gleichmäßig im Metallvolumen verteilt sind.
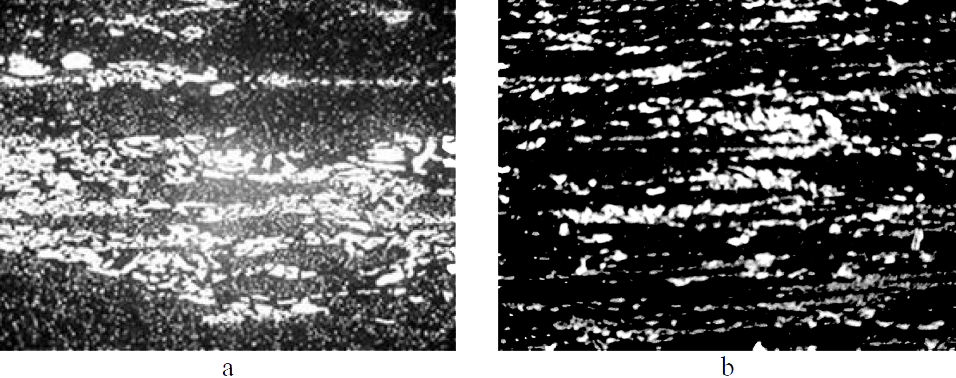
Abb. 7. Mikrostruktur des Metalls in der Kernzone von 122 mm Durchmesser-Schmiedestücken, hergestellt in RSM (a) und Vier-Gesenk-Schmiedevorrichtung (b), Vergrößerung 100x
Abbildung 8 veranschaulicht die Verteilung der von Karbiden unterschiedlicher Größe eingenommenen Fläche für in RSM (Kurve 1) und in der Schmiedevorrichtung (Kurve 2) geschmiedetes Metall. Somit sorgt die Vier-Gesenk-Schmiedevorrichtung für eine gleichmäßigere Bearbeitung der Metallstruktur im gesamten Querschnitt, was durch die Zerkleinerung eutektischer Karbide nicht nur in der Oberflächenzone, sondern auch in der Kernzone des Schmiedestückquerschnitts sowie durch die Zerstörung großer eutektischer Cluster belegt wird.
Weitere Studien zeigten, dass intensives radiales und Schubschmieden von Stäben aus В11М7К23-МОД und USP18K23-MOD-PM Legierungen in der Vier-Gesenk-Schmiedevorrichtung eine gleichmäßige Verteilung feiner intermetallischer Phasen wie (Fe, Co)7, (W, Мо)6 und Laves-Phasen wie Fe2W(Mo) gewährleistet. Außerdem haben die Studien gezeigt, dass das vierseitige Schmieden in der Schmiedevorrichtung eine Kohlenstoffinhomogenität in Schmiedestücken mit einem Durchmesser von 80 bis 100 mm liefert, die 1,5 bis 2 Mal niedriger ist als die beim Schmieden mit zwei Gesenken.
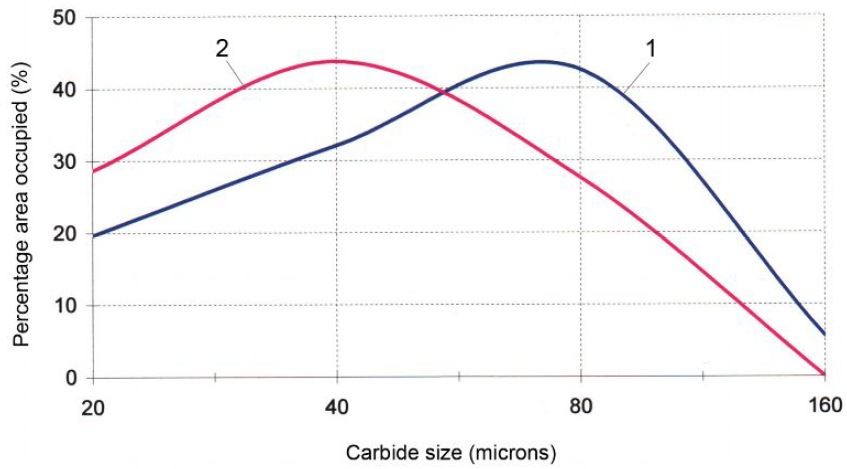
Abb. 8 Verteilung der von Karbiden unterschiedlicher Größe eingenommenen Fläche für in RSM (1) und in der Vier-Gesenk-Schmiedevorrichtung (2) geschmiedetes Metall
Qualität der Schmiedestücke aus speziellen hochlegierten Stählen und Legierungen
Die Verwendung von Vier-Gesenk-Schmiedevorrichtungen zum Schmieden von Blöcken aus hochlegierten Stählen und Legierungen mit geringer Plastizität ist von großem Interesse. Blöcke verschiedener Stähle und Legierungen wurden in der Vier-Gesenk-Schmiedevorrichtung einer 20-MN-Freiformschmiedepresse im Auftrag zahlreicher Kunden in Russland geschmiedet (Tabelle 1).
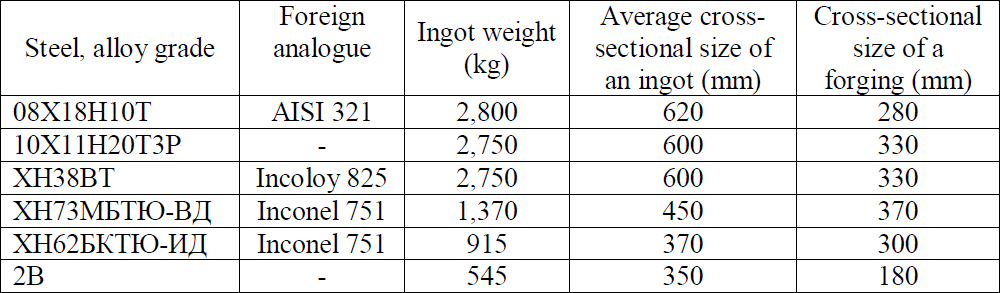
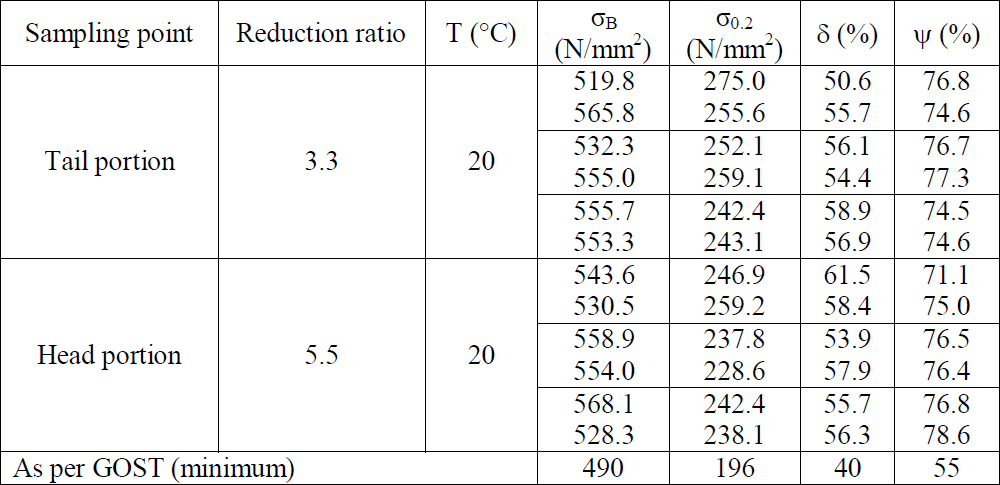
Ein Block aus 08X18H10T-Stahl wurde in einem Gaskammerofen auf 1030°C erhitzt und in der Vier-Gesenk-Schmiedevorrichtung in einer Hitze auf einen Durchmesser von 280 mm geschmiedet. Die Schmiedeendtemperatur betrug 780°C. Reduktionsverhältnis: im Kopfteil des Blocks - 5,5 und im Schwanzteil des Blocks - 3,3. Auf der Schmiedestückoberfläche wurden keine Defekte gefunden.
Die Beurteilung der Makrostruktur von 08X18H10T-Stahlproben zeigte, dass die Makrostruktur kompakt und einheitlich war. Die Ergebnisse der mechanischen Tests sind in Tabelle 2 aufgeführt. Die Ergebnisse zeigen, dass das Niveau der Eigenschaften die Anforderungen der normativen Dokumente übertrifft. Es gibt keinen erheblichen Unterschied im Niveau der Eigenschaften im Kopfteil und im Schwanzteil des Schmiedestücks. Tests zur interkristallinen Korrosionsbeständigkeit ergaben ebenfalls gute Ergebnisse bei verschiedenen Probenhärtungstemperaturen.
Die Qualität der Schmiedestücke aus 10X11H20T3P und XH38BT-Stahl war ebenfalls hoch und entsprach der Qualität der mit zwei Gesenken in einer Freiformschmiedepresse nach konventionellem Verfahren hergestellten Schmiedestücke, mit Ausnahme der Plastizitätsindikatoren (δ, ψ). Die relative Dehnung (δ, %) und die Einschnürung (ψ, %) übertrafen dieselben Eigenschaften von mit zwei Gesenken hergestellten Schmiedestücken um 20-30%.
ХН62БКТЮ-ИД Nickellegierungsblock wurde in einem Gasofen auf 1140°C erhitzt. Die Blockoberfläche wurde vor dem Schmieden mit wärmeisolierendem Material bedeckt. Wo die Blockoberfläche nicht mit wärmeisolierendem Material bedeckt war, wurden 3 bis 5 mm tiefe Risse beobachtet. Der Rest der Oberfläche wies keine Risse auf. Der Block wurde in einer Hitze auf einen Durchmesser von 300 mm geschmiedet. Die Makrostruktur wurde an Querschnittsproben untersucht, die aus dem Schwanzteil und dem Kopfteil des geschmiedeten Stabs herausgeschnitten wurden. Es wurden keine internen Defekte in Form von Rissen, Delaminierungen und anderen Diskontinuitäten gefunden. Die Korngröße in der Kernzone der Probe betrug 2 bis 4 mm und die in der Peripherie 1 bis 2 mm.
ХН73МБТЮ-ВД Nickellegierungsblock wurde in einem Gasofen auf 1180°C erhitzt und mit Hilfe eines Brückenkrans in eine mit der Vier-Gesenk-Schmiedevorrichtung ausgestattete Freiformschmiedepresse eingebracht. Die Blocktemperatur unmittelbar vor dem Schmieden betrug 1130°C bis 1140°C. Der Block wurde in einer Hitze auf einen Durchmesser von 370 mm geschmiedet. Die Blockoberfläche wies keine Risse auf. Die Makrostruktur wurde an Querschnittsproben untersucht, die aus dem Schwanzteil und dem Kopfteil des Schmiedestücks herausgeschnitten wurden. Es wurden keine internen Defekte in Form von Rissen, Delaminierungen und anderen Diskontinuitäten gefunden. Die Korngröße in der Kernzone der Probe betrug bis zu 3 mm und die in der Peripherie 1 bis 2 mm.
Die durchgeführten Qualitätsuntersuchungen der Schmiedestücke (siehe Tabelle 1) haben gezeigt, dass ihre Geometrie, extreme Durchmesserabweichungen und Makrostruktur vollständig den Anforderungen an solche Halbfabrikate entsprechen.
Bis jetzt wurden die Prozesse des Schmiedens von Blöcken und Rohlingen verschiedener Stähle und Legierungen mit Hilfe von Vier-Gesenk-Schmiedevorrichtungen in Freiformschmiedepressen von Tyazhpressmash JSC, VSMPO AVISMA, JSC „Bummash" und ООО SSM Tyazhmash (Russland) beherrscht. Wir haben auch mehr als 10 Vier-Gesenk-Schmiedevorrichtungen für 10-, 16-, 20-, 30- und 45-MN-Pressen für Kunden in China und anderen Ländern konstruiert, hergestellt, geliefert, installiert und in Betrieb genommen.
Herstellung von Hohlschmiedestücken
Die Industrie stellt den Herstellern von Schmiedestücken immer komplexere Aufgaben, die ohne die Beherrschung neuer Technologien zum Schmieden von Blöcken mit vier Gesenken in Freiformschmiedepressen nicht zu bewältigen sind. Eine solche Aufgabe ist die Herstellung schwerer Hohlschmiedestücke mit einem Außendurchmesser von 450 bis 1.500 mm, einer Wandstärke von 60 bis 250 mm und einer Länge von 5.000 bis 12.000 mm
Ein Hohlschmiedestück kann mit Hilfe der Vier-Gesenk-Schmiedevorrichtung aus einem gewöhnlichen Block, einem Hohlblock, einem Rohling mit einem durch Bearbeitung hergestellten Loch oder aus einem Rohrrohling hergestellt werden. Der zu verwendende Rohstoff ist die Grundlage für den Aufbau eines Prozesses zur Herstellung von hohlen Großprodukten, der mit dem Schmieden über einen Dorn in der Vier-Gesenk-Schmiedevorrichtung ähnlich dem Prozess des Schmiedens hohler Produkte in Radialschmiedemaschinen abgeschlossen werden soll. Diese Technologie des Radialschmiedens ist sehr vielversprechend und wird derzeit bei Tyazhpressmash JSC ausgearbeitet. Bis zum jetzigen Zeitpunkt hat Tyazhpressmash JSC den Prozess des Schmiedens hohler Produkte mit einem Durchmesser von 460 mm und einer Länge von 5.100 mm (Wandstärke - 95 mm) über einen Dorn mit Hilfe der Vier-Gesenk-Schmiedevorrichtung in einer 25-MN-Freiformschmiedepresse beherrscht (Abb. 9).

Abb. 9. Schmieden eines Hohlblocks über einen Dorn in der Vier-Gesenk-Schmiedevorrichtung
4. Perspektiven der weiteren Entwicklung von Schmiedeprozessen mit vier Gesenken Bis zum jetzigen Zeitpunkt wurden Vier-Gesenk-Schmiedevorrichtungskonstruktionen und Schmiedetechnologien für die Herstellung von massiven und hohlen Schmiedestücken mit einem Außendurchmesser von 1.000 bis 3.000 mm aus Blöcken mit einem Durchmesser von 1.300 bis 4.000 mm in 60- bis 150-MN-Schmiedepressen ausgearbeitet. Diese Technologien stehen kurz vor der Implementierung in der Industrie.
Für 2012 ist geplant, die Technologien des Schmiedens von Blöcken aus Superlegierungen (Hochtemperatur-, Hitzebeständigkeits-, Präzisionslegierungen usw.) mit Hilfe von Vier-Gesenk-Schmiedevorrichtungen in 60-MN-Pressen zu beherrschen.
Die Erfahrung im Betrieb von Vier-Gesenk-Schmiedevorrichtungen hat gezeigt, dass die Vorrichtungskonstruktion nach ihrer Aufrüstung und der Aufrüstung der Schmiedepresse das Schmieden von Blöcken mit intensiven Schubverformungen nach entwickelter Technologie ohne jegliche Anzeichen einer Blockzerstörung ermöglicht. Dies ermöglicht es, Metallmaterialien mit ultrafeiner Kornstruktur zu erreichen, die die Festigkeit, Plastizität, Verschleißfestigkeit und andere Leistungsindikatoren des Metalls erhöht.
Schlussfolgerungen
1. Neuer Prozess des Schmiedens von Blöcken und Rohlingen mit vier Gesenken unter Verwendung neuer Vier-Gesenk-Schmiedevorrichtungen in 5- bis 45-MN-Freiformschmiedepressen wurde unter industriellen Bedingungen beherrscht.
2. Im Gegensatz zu Vier-Gesenk-Radialschmiedemaschinen ermöglichen die Vier-Gesenk-Schmiedevorrichtungen zusätzliche Schubverformungen, die durch den komplexen Lauf der seitlichen Gesenke bedingt sind, und das Schmieden mit beliebigen Reduzierungen, die nur durch die Pressenkapazität und den Arbeitsraum begrenzt sind.
3. Das Vier-Gesenk-Schmieden gewährleistet eine mehrfache Steigerung der Schmiedeproduktivität in Freiformschmiedepressen im Vergleich zu konventionellen Prozessen des Schmiedens mit zwei Gesenken. Zusätzliche Produktivitätssteigerungen sind durch Reduzierungen mit Metalldrängen in die Zwischenräume zwischen den Gesenken möglich.
4. Der Effekt einer signifikanten Verformungserwärmung, der beim Schmieden in der Vier-Gesenk-Schmiedevorrichtung beobachtet wird, sorgt für annähernd isotherme Schmiedebedingungen, die es ermöglichen, die Anzahl der Zwischenerwärmungen zu reduzieren oder sie ganz zu entfernen, wodurch Zeit, Energie und Arbeit gespart und Metallverluste durch Zunderbildung verringert werden.
5. Die Ergebnisse industrieller Untersuchungen des Schmiedens von Blöcken aus Konstruktions-, Werkzeugstählen und speziellen hochlegierten Stählen und Legierungen haben gezeigt, dass die Vier-Gesenk-Schmiedevorrichtung die Bearbeitung der Metallstruktur durch den gesamten Querschnitt des Werkstücks, überlegene mechanische Eigenschaften des geschmiedeten Metalls, hohe Maßgenauigkeit, gute Form und Oberflächengüte der Schmiedestücke gewährleistet.
6. Der Prozess des Schmiedens von Hohlschmiedestücken über einen Dorn mit Hilfe der Vier-Gesenk-Schmiedevorrichtungen in Freiformschmiedepressen wurde beherrscht.
7. In naher Zukunft ist geplant, mit der Herstellung von Schmiedestücken mit ultrafeiner Kornstruktur zu beginnen, einschließlich solcher aus speziellen Legierungen, sowie die Verwendung von Vier-Gesenk-Schmiedevorrichtungen in Pressen bis zu 150 MN Kraft zur Herstellung schwerer Schmiedestücke, sowohl massive als auch hohle.
Literaturverzeichnis
1. Schmieden in Radialschmiedemaschinen / V.A. Tyurin. V.A. Lazorkin. I.A. Pospelov. KliP. Flakhovskiy / Herausgegeben von V.A. Tyurin. - Moskau: Mashinostroenie. 1990. - 256 Seiten
2. Patent der Ukraine Nr. 29183A vom 27.01.1998. IPC В 21J 13/02.
3. Volodin A.М., Lazorkin V.A. Erste industrielle Vier-Gesenk-Schmiedevorrichtungen für das Schmieden von Blöcken und Legierungen in hydraulischen Schmiedepressen // Eisenmetalle. 2008. Februar. S. 14-19.
4. Volodin A.M., Lazorkin V.A. Über die Vorteile der Technologie des Schmiedens von Blöcken mit Hilfe von Vier-Gesenk-Schmiedevorrichtungen in hydraulischen Schmiedepressen // KShP. OMD. 2009.Nr.1.S. 17-23.
 sorgen FDFDs aufgrund der komplexen Bewegung der Seitenschläger für zusätzliche Scherverformungen und das Schmieden, wobei etwaige Reduzierungen nur durch die Leistung der Presse und den Arbeitsraum begrenzt sind.){kind=link}