On the Advantages of Ingot Forging Technology in Hydraulic Forging Presses Using Four-Die Forging Devices
The implementation of the process of forging ingots on hydraulic forging presses in four-die forging devices (forging blocks) at industrial enterprises began relatively recently - less than 8 years ago [1], although the process itself was developed in the 1980s [2]. The implementation of the process in production was constrained due to the lack of a reliable design of the forging block capable of working in harsh conditions of forge production continuously in two or three shifts. In 2004, a team of designers led by inventor V.A. Lazorkin began designing industrial forging blocks for presses with a force of 20 MN.
Currently, four-die forging blocks have been manufactured and are successfully operating on six hydraulic presses with a force of 20 MN at factories in Russia, and are also being manufactured for factories in China, Brazil, Germany, Italy (Fig.1) [1, 3, 4].

Fig.1. Four-die forging block during the forging of a 10-ton ingot of tool steel on a 20 MN press at the forge shop of JSC "Tyazhpressmash"
The four-die forging block is a unique forging tool that combines the advantages of radial forging on radial forging machines (RFM) and traditional forging with two dies on forging presses. It can be installed and secured on the table of any hydraulic forging press (for example, with a force from 2 to 150 MN) instead of conventional dies and allows for four-sided forging of ingots and billets with additional macro-shears.
The original design of the side guides of the four-die forging block provides not only centering of the upper block body relative to the lower body and slides relative to the bodies but also the separation of slides with side dies attached to them without the use of any additional mechanisms (Fig.2). This ensures the compactness of the device and its high reliability in operation.

Fig. 2. Four-die forging block for a 20 MN press
Four-die forging blocks can be equipped with a water cooling system for the dies. In addition, the forging block has an automated lubrication system for friction units, the control of which is located on the forging press panel. The cooling and lubrication systems allow the four-die forging block to work for a long time (for example, during three-shift operation of the press) without overheating of friction units and with minimal wear of the working surfaces of the dies. Friction losses under working loads in the forging block are no more than 5%.
The technology of forging in four-die forging blocks has a number of advantages in terms of production economy and technology compared to such widely used methods of forging ingots and billets on presses and radial forging machines (RFM).
Billets and resulting forgings
In four-die forging blocks, it is possible to forge ingots and billets of round, square, and polygonal cross-sections. At the same time, the billets can have constant or variable cross-sections along the length. Ingots obtained by open arc melting, electroslag remelting, vacuum arc melting, on continuous steel casting plants, and by other methods, as well as previously deformed billets (for example, forged on presses, hammers, or RFM, as well as rolled products) can be used. Ingots and billets can be solid or hollow (for example, pipes).
Ingots and billets can be made of carbon, medium-alloy, tool, and high-alloy steels and alloys, as well as any other forgeable metals and alloys (ferrous and non-ferrous).
The resulting forgings can have round, square, and rectangular cross-sections, as well as variable round cross-sections (Fig.3).
The four-die forging block also allows obtaining hollow forgings of variable cross-section from an initial hollow billet (Fig.4).

Fig. 3. Forgings obtained by forging in a four-die forging block on a 20 MN press

Fig. 4. Forging of a hollow stepped forging on a 20 MN press
Process productivity
When forging with two dies (using traditional technology), after each reduction, significant lateral spreading of the metal occurs, which substantially reduces the intensity of the workpiece elongation in the direction of its longitudinal axis. This leads to the need to perform additional turnings and reductions of the workpiece to obtain the required cross-section and length.
Due to the four-sided reduction of the workpiece in the four-die forging block, lateral spreading of the metal is absent or minimal. Therefore, fewer cycles of reductions and turnings of the workpiece are required. This leads to increased forging process productivity.
A comparative analysis of two processes for obtaining forgings with a diameter of 150 mm from a billet with a diameter of 350 mm was conducted. According to the first technology, a billet of high-speed tool steel with a diameter of 350 mm was forged on a press with two fullering dies according to the scheme:
Ø350 mm → 320×365 mm → Ø320 mm → 290×330 mm → Ø290 mm → 260×300 mm → Ø260 mm → 240×270 mm →
Ø240 mm → 220×250 mm → Ø220 mm → 200×230 mm → Ø200 mm → 180×210 mm → Ø180 mm → 160×190 mm →
Ø160 mm → 150×170 mm → Ø150 mm.
To obtain a rough billet with a diameter of 150 mm, 18 passes were required. Forging of the same billet with a diameter of 350 mm in the four-die forging block was carried out according to the scheme:
Ø350 mm → 240×355 mm → 240×200 mm → 150×150 mm → Ø150 mm.
To obtain a rough billet with a diameter of 150 mm when forging in the four-die forging block, only 4 passes were required, which is 4.5 times less than when forging with two dies.
When forging in the four-die forging block, more intensive deformation of the metal occurs during each single reduction, which allows forging to be carried out over a longer period of time in the optimal temperature range. This, in turn, allows reducing the number of intermediate reheats of the workpiece, and consequently leads to a reduction in the technological production cycle. Due to the reduction in the number of forging passes and the reduction in the number of intermediate reheats of the workpiece, the productivity of the forging process in the four-die forging device, compared to forging with two dies, increases by 1.5-3.0 times, depending on the initial billet and the resulting forging.
Energy consumption
Energy consumption during forging in a four-die forging block, compared to traditional forging with two dies, is reduced due to a more economical way of conducting forging, in which there is practically no lateral spreading of the metal, and the entire deformed volume of metal moves with each single reduction in the direction of the longitudinal axis of the workpiece. The number of forging passes is thereby reduced several times.
On the AKP 500/2.5 forging complex, which includes a 5 MN forging press and a manipulator with a lifting capacity of 2.5 tons, several billets were forged to determine energy consumption. The machine time for forging a billet of 40KhN steel with a diameter of 210 mm and a length of 1070 mm into a forging with a diameter of 95 mm on the AKP 500/2.5 forging unit was 18 minutes 25 seconds when forging in fullering dies and 7 minutes 15 seconds when forging in the four-die forging block, which, when converted to the production of 1 ton of forgings, gives 1.04 and 0.42 hours of machine time, respectively. Consequently, under these conditions, the productivity of forging in fullering dies was 0.96 tons of forgings per hour, and the productivity of forging in the four-die forging block was 2.38 tons of forgings per hour.
Due to the increase in forging productivity, the electricity consumption for forging decreased. The electricity consumption for the production of 1 ton of forgings when forging in fullering dies was 380 kWh in this case, and when forging in the four-die forging block - 153.5 kWh. Thus, when switching from forging in fullering dies to forging in the four-die forging block, the electricity savings in the production of one ton of forgings amounted to 226.5 kWh.
A similar billet was forged on a four-die RFM model SX26. The machine time for forging in the production of one ton of forgings on the RFM was 0.45 hours. The electricity consumption in the production of 1 ton of forgings on the RFM was 172 kWh, which is 18.5 kWh more than when forging on a press in the four-die forging block.
Due to the reduction in the number of forging passes in the four-die forging block on the forging press and the effect of deformation heating, it is possible to eliminate several additional intermediate reheats that are used when forging with two dies, or to completely abandon them. The elongation ratio for one heating of an ingot or billet can range from 4 to 9.
This allows for a significant reduction in natural gas consumption. For example, when forging ingots of tool steels in the four-die forging block on the AKP 500/2.5 forging unit, the natural gas consumption decreases by 120-230 m³ when manufacturing 1 ton of forgings.
Metal savings
The four-sided reduction scheme in the four-die forging block with specially designed dies provides compressive stresses in the surface zone of the workpiece, which allows forging without surface defects. Due to this, the removal of the defective surface layer of metal during adjustment processing is reduced, which increases the yield of usable metal. In addition, reducing the number of additional reheats of the workpiece reduces metal oxidation (by 2-2.5% with each new reheat), which also increases the yield of usable metal.
Studies conducted by the author have shown that when forging 7-10 ton ingots of structural and tool steels on a 20 MN press in a four-die forging block, existing surface defects in the form of cracks did not increase in depth during forging, but, on the contrary, decreased with increasing reduction ratio due to their stretching in the direction of the longitudinal axis of the workpiece [1]. Experimental forging of ingots from 08Kh18N10T, EI696A, and EI703 steels in the four-die forging block on a 20 MN press for the metallurgical plant JSC "Elektrostal" showed:
- the forging technology in the forging block made it possible to forge even ingots from EI696A and EI703 steels, which were rejected due to surface defects, obtaining good forgings. When forging such ingots using traditional technology with two dies at the JSC "Elektrostal" plant, the metal would have been rejected due to tears;
- compared to forging with two dies, two additional reheats of the workpieces were eliminated;
- the quality of the metal (mechanical properties, macro- and microstructure) complied with the normative and technical documentation and was at the level of metal forged on the press in the traditional way. The study of metal quality was carried out in the central research laboratory of JSC "Elektrostal".
Forging in four-die forging blocks provides increased dimensional accuracy of forgings. This allows, when using the new forging method in the production cycle of machine-building enterprises, to reduce the allowances assigned to forgings by 30-50%, thereby increasing the metal utilization coefficient, as well as reducing energy consumption during the mechanical processing of forgings and the consumption of cutting tools.
Metal quality and forging accuracy
Effective operation of the four-die forging block is possible only when using new methods of forging with four dies, which are specially developed for this tool. The basis of the technology is a forging method that includes reducing the workpiece with two pairs of dies located in two mutually perpendicular planes, with the simultaneous application of normal reduction force and shear force in the direction of the lower die, feeding and turning the workpiece after each pass at an angle of 45° [2]. In this case, depending on the cross-sectional dimensions of the ingot and the finished forging, there may be several methods of forging with four dies in the forging block. One of the technologies provides for alternating intermediate passes of workpieces with square and octagonal cross-sections.
For more intensive deformation working of the cast metal structure, the ingot is reduced with such degrees of deformation that part of the metal is displaced into the space between the dies. As a result, additional shear deformation of the metal volumes occurs in the section of the reduced workpiece. After turning the workpiece at an angle of 45°, the displaced volumes of metal are pressed into the workpiece with a high degree of deformation, ensuring intensive deformation working of the cast metal structure of the workpiece, including the axial zone. Such a four-die reduction scheme creates compressive stresses not only on the surface but also throughout the entire cross-section of the workpiece, which leads to a decrease in the thickness of the defective surface layer of metal (or its complete absence), as well as to the elimination of internal defects in the cast metal structure. Studies carried out by the developer have shown that forging 7-10 ton ingots of carbon steels on a 20 MN press in a forging block ensures the production of forgings without internal pores and corresponding to high indicators of the quality of the metal microstructure with an ingot reduction ratio of 3.1-3.8 [4]. Forgings obtained in the four-die forging block were distinguished not only by high quality of metal but also by high accuracy. Calibration of forgings in the four-die forging block with specially designed dies allows reducing tolerances by 2-2.5 times and allowances by 1.5 times compared to traditional forging with two dies and obtaining bars with a surface roughness approaching that of billets obtained by rolling. This allowed saving up to 50 kg of metal per ton of forgings with a diameter of 300-370 mm.
To determine the deformation effect of forging, an experimental study of final deformations in a forging obtained in a four-die forging block from a workpiece of round cross-section, in which a coordinate grid with longitudinal placement of rods was placed, was conducted in work [5]. It was found that even with small reduction ratios (K = 1.56-2.49), there is an increase in the strain intensity in the axial zone of the forging (Fig. 5). This once again confirms the effectiveness of the adopted forging schemes in four-die forging blocks.
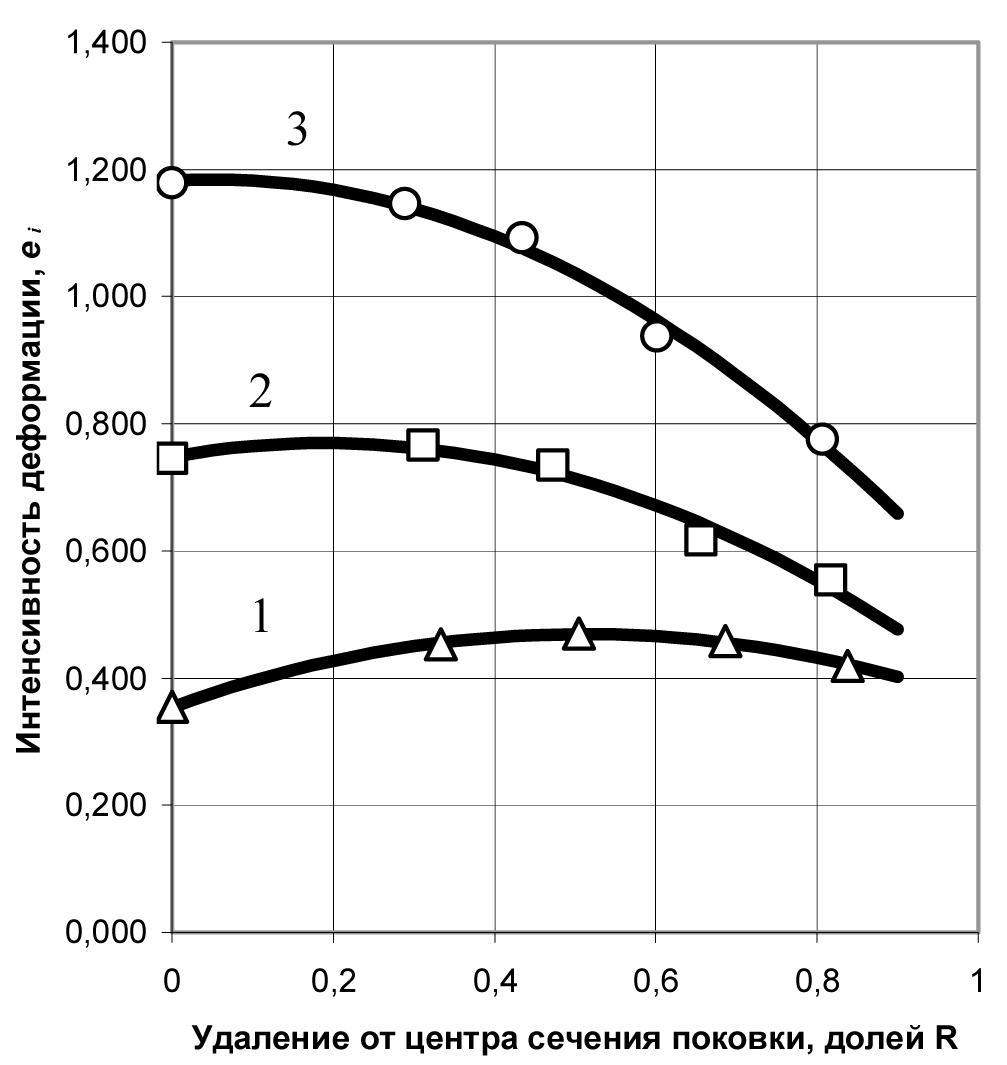
Fig.5. Change in strain intensity across the section of a forging forged with different reduction ratios: 1- forging section diameter - 105 mm, reduction ratio - 1.56; 2 - forging section diameter - 93 mm, reduction ratio - 1.98; forging section diameter - 83 mm, reduction ratio - 2.49
To determine the effectiveness of forging in the four-die forging block, a comparative study of the quality of metal in forgings obtained on a hydraulic forging press and forgings forged on an RFM according to the technology adopted at the metallurgical plant JSC "Dneprospetsstal" was also performed [6]. Studies of the microstructure of forgings with a diameter of 122 mm made of Kh12MF steel, obtained using two technologies, showed that forging workpieces in the four-die forging block provides a significant reduction in carbide heterogeneity throughout the entire cross-section of the forging, namely: from 32 to 13 points in the surface layer, from 35 to 14 points at the middle of the radius, and from 35 to 14 points in the center of the forging section according to the "Böhler" scale, Austria. At the same time, in the forging forged on the RFM, the metal microstructure is significantly worse: carbide heterogeneity in the middle of the radius is 24 points, and in the center of the cross-section - 34 points.
In work [7], the main indicators of microstructure quality (morphology, dispersion, and distribution of carbide phases) and properties of forged billets from complex-alloyed steels and alloys obtained by forging in the four-die forging block on the AKP-500/2.5 forging complex, which includes a 5 MN press, were studied. Studies have shown that due to intensive radial-shear forging of billets from V11M7K23-MOD and USP18K23-MOD-PM alloys, a uniform distribution of fine intermetallic phases of the (Fe, Co)7,(W, Mo)6 type and Laves phases of the Fe2W(Mo) type is ensured. Forged billets from these alloys have high values of hardness after quenching and aging (69-70 HRC), bending strength (σbend = 2300-2600 MPa), and heat resistance (690-700°C). In addition, studies conducted in this work showed that when forging with two dies in a workpiece made of P12M3K8F2 steel with a diameter of 80-100 mm, carbide heterogeneity is maintained within grade 5-6. Forging of the same steel in the four-die forging block ensured a reduction in carbide heterogeneity to grade 3-4 in billets with a diameter of 80-100 mm. At the same time, deep working of the metal was achieved throughout the entire cross-section of the workpiece compared to the traditional method of forging with two dies.
In a report presented at the 17th International Meeting of Forge Masters (Spain, Santander, November 3-7, 2008) by J.P. Gonzalez, P.F. David, J. Cordon, J.M. Llanos from the SIDENOR company (Spain, Reynosa), it is stated that the design of the four-die radial forging device creates the effect of twisting the material, leading to improved macrostructure of forgings [8]. Based on computer modeling using the finite element method and experimental studies conducted, it has been shown that the use of a four-die radial forging device has a positive effect on the distribution of deformations across the cross-section of the workpiece, and also ensures the elimination of defects of metallurgical origin (for example, voids, shrinkage cavities). The four-die forging block, on which the research was conducted, has been operating at the SIDENOR company since 2003 on a 20 MN press and is used for forging ingots weighing from 5 to 7 tons from carbon, alloyed, structural, and tool steels [9].
For the JSC "VILS" enterprise, forging of ingots from 2V, EP742ID, and EI698VD alloys in the four-die forging block on a 20 MN press at the forge shop of JSC "Tyazhpressmash" was tested. The results of the study of the quality of forged bars, performed at JSC "VILS", showed that their geometric shape, limiting deviations in diameters, and macrostructure fully comply with the requirements for such semi-finished products. The working of the metal structure is ensured due to additional shear deformations created by the design of the device and the forging technology. As a result of the work carried out, it was also established that the main advantages of forging such alloys on the forging block are:
- increasing the productivity of the forging process by 1.5-2 times;
- increasing the accuracy of the dimensions of the bars, by reducing the tolerance field, by 2 times.
Since 2005, four-die forging blocks have been operating on two presses with a force of 20 MN at the JSC "Tyazhpressmash" enterprise, in which ingots weighing from 5 to 10 tons from carbon, structural alloyed, and tool steels are forged. During the operation of the forging blocks, more than 40,000 tons of forgings were forged, mainly for export.
The experience of operating forging blocks on presses with a force of 20 MN showed the following:
1. The productivity of the forging process increased on average by 2 times compared to the traditional forging of ingots with two dies on the same press.
2. The yield of usable metal in the production of forgings using the forging technology in forging blocks increased by 10-12%.
3. Calibration of forgings in forging blocks made it possible to obtain forgings of increased accuracy.
4. Gas consumption decreased by 25-30% as a result of the exclusion of additional reheats of workpieces.
Long-term operation of four-die forging blocks in industrial conditions on forging presses with a force of 20 MN has shown the high reliability of the developed device design.
Calculations of the economic effect from the use of the four-die forging block in the production of forgings from structural alloyed and tool steels on a 20 MN press showed that the savings from cost reduction amount to 5,000-13,000 rubles/ton compared to the traditional technology of forging ingots on presses, and the payback period for costs is 1-4 months.
Since 2005, 4 forging blocks have been designed and installed at Russian factories: JSC "Bummash", VSMPO AVISMA Corporation, LLC "SSM Tyazhmash", where they successfully operate.
Thus, the technology of forging in four-die forging blocks has significant technical and economic advantages compared to widely known traditional free forging technologies.
References
1. Volodin A.M., Lazorkin V.A. - First industrial four-die forging blocks for forging steels and alloys on hydraulic forging presses// Ferrous metals. 2008, February. P.14-19.
2. USSR Author's Certificate No.1639860, ICI B21 J1/04, 1989, Method of forging workpieces in a four-die forging device.
3. Volodin A.M., Lazorkin V.A., Bogdanovsky A.S. - Radial forging of ingots in four-die forging devices on hydraulic forging presses - the basis for creating new automated forging complexes// Forging and stamping production. Metal forming. 2005. No.10. P.36-39.
4. Volodin A.M., Lazorkin V.A., Sorokin V.A., Petrov N.P. - New technologies and equipment for radial forging of ingots// Forging and stamping production. Metal forming. 2006. No.10. P.22-27.
5. Melnikov Yu.V. Experimental study of final deformations in a forging obtained by four-sided radial forging with additional macro-shears // New materials and technologies in metallurgy and mechanical engineering - 2004. - No.2. - P. 75-78.
6. Lazorkin V.A., Yatsenko R.V., Melnikov Yu.V. Quality of forgings manufactured by radial forging on a hydraulic forging press //Forging and stamping production. Metal forming. 2005. No.5. P.8-11.
7. Artamonov Yu.V., Bedrosova L.V., Zubkova V.T., Melnikov Yu.V. Microstructure and properties of complex-alloyed tool steels and alloys obtained using a four-die forging device on an AKP-500 press// Metallurgy and heat treatment of metals. 2008. No.7. P.15-17.
8. Gonzalez J.R., David P.F., Gordon J., Llanos J.M. Fem simulation of the new radial forging device process at Sidenor. Proc. 17th IFM 2008, November. 3-7, Santander, Spain, p. 237-243.
9. Ukrainian Patent No.34978 dated 27.07.1999, ICI B21 J1/04, 13/03. Method of forging workpieces and four-die forging device for its implementation.
_1743074448.jpg&description=A comparative analysis of two processes for producing 150 mm diameter forgings from a 350 mm diameter blank was conducted. According to the first technology, a blank made of high-speed tool steel was forged on a press with two cut dies, and according to the second technology, in FDFD.){kind=link}